Method for producing hot-rolled strip steel with thickness being smaller than or equal to 1.2 mm through thin slab continuous casting and rolling
A technology of thin slab continuous casting and hot-rolled strip steel, which is applied in the field of thin slab continuous casting and rolling to produce hot-rolled strip steel with a thickness of ≤1.2mm, which can solve problems affecting rolling stability, head folding and rolling breakage, etc. Achieve the effects of avoiding steel scrap accidents, improving rolling stability, and improving strip threading stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1~6
[0035] A method for producing hot-rolled steel strips with a thickness of ≤1.2 mm by continuous casting and rolling of thin slabs, comprising the following steps:
[0036] 1) Steelmaking: use converter smelting, refining outside the furnace and continuous casting into slabs, and control the thickness of the continuous casting slabs to 52-55mm;
[0037] 2) Soaking: Soak the continuous casting slab, and control the temperature of the continuous casting slab to be 1200-1220°C;
[0038] 3) Descaling: Perform high-pressure descaling on the soaked continuous casting slab;
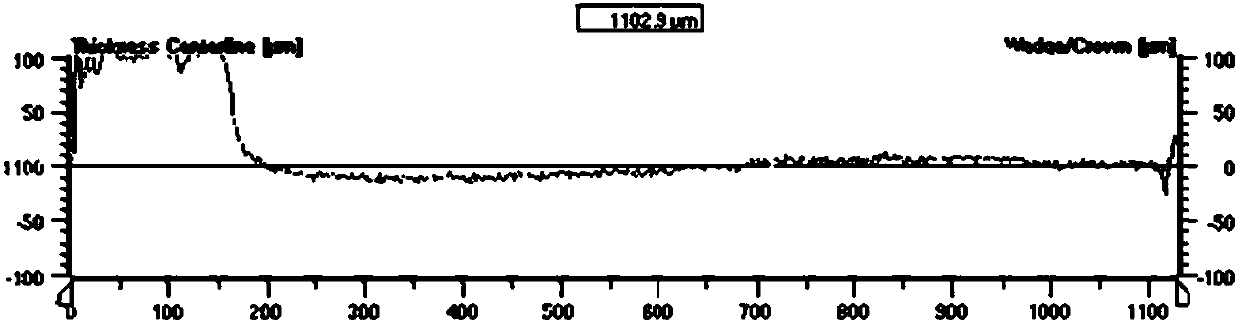
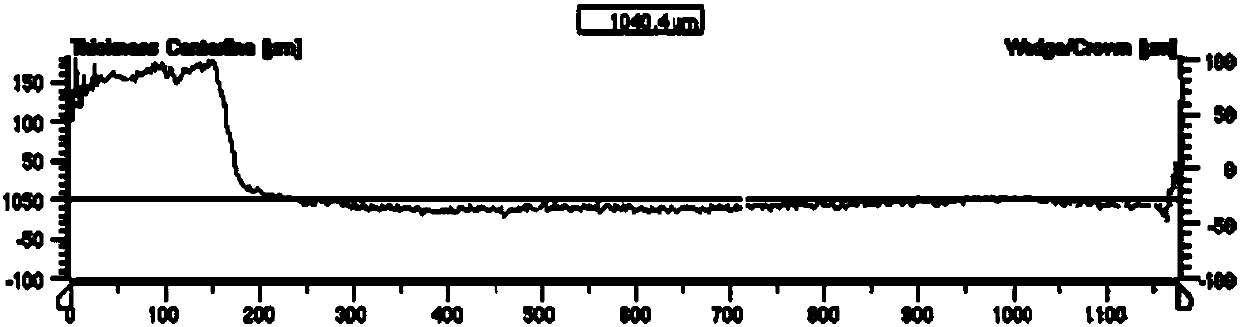
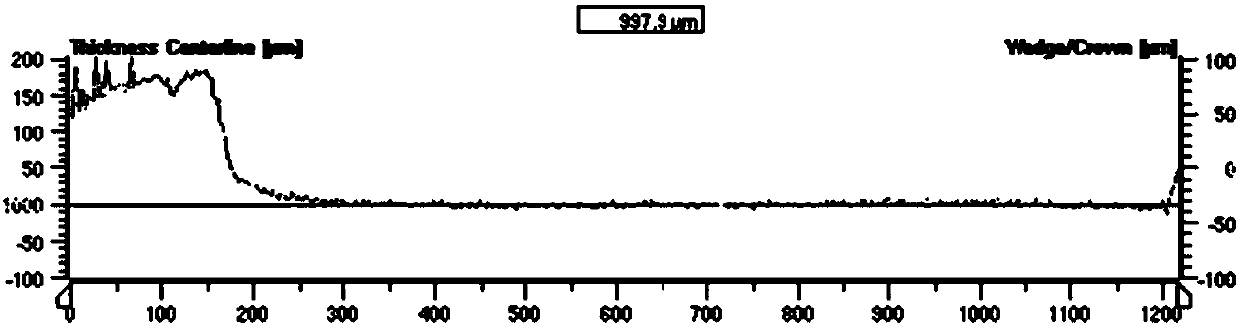
[0039] 4) Finish rolling: The continuous casting slab enters the finish rolling unit, and the cooling water in the roll gap of the F1-F4 stands is controlled to be opened after the head of the strip steel passes through the stands. The reduction is 50-200μm, the dynamic variable-size reduction sequence is 80-150m from the strip head, the target strip crown is set at 50-55μm, the final rolling temperature is 840-...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com