


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Method for increasing gear hob processing accuracy
A technology of machining accuracy and gear hobbing, applied in the fields of genetic laws, instruments, electrical and digital data processing, etc., it can solve problems such as inability to comprehensively model multiple indicators, inability to predict tooth surface profile errors, machine tool damage, etc., and achieve fast solution speed. , The effect of optimizing the effect to improve and reduce the modeling cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0040] Taking the 40Cr processed gear as an example, YGS3110B CNC gear hobbing machine is used. The basic parameters of the gear are: modulus m n=2, number of teeth z=6, gear helix angle β=30°, pressure angle α=20°. The basic parameters of the hob are: modulus m n =2, number of heads z=1, hob helix angle β=4.25°, pressure angle α=20°. Use the JD45 gear measuring center to detect the tooth profile errors.
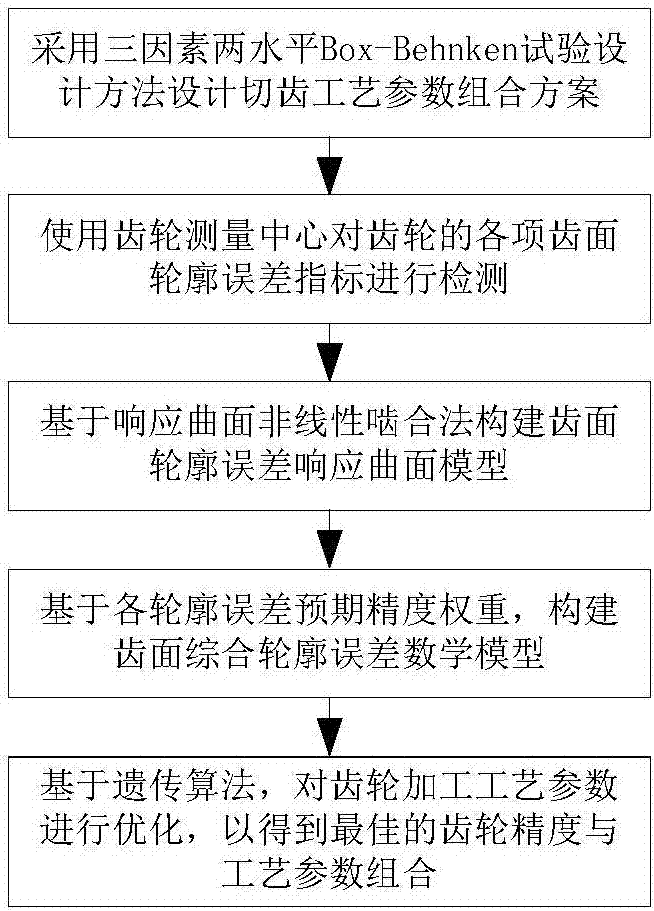
[0041] see figure 1 , an operation step to improve hobbing precision is as follows:
[0042] Step (1), according to the hobbing process of the processed gear, extract the hobbing process parameters that affect the gear machining accuracy, design the combination of hobbing process parameters, conduct hobbing processing experiments, and obtain the tooth surface profile error index of the processed gear.
[0043] The present invention is mainly aimed at gear hobbing processing, and the three gear hobbing process factors are hob speed S S , rolling cutting depth h d , Axi...
Embodiment 2
[0073] 1. Workpiece parameters
[0074] Concrete flow process of the present invention is as figure 1 shown. Taking the 40Cr processed gear as an example, YGS3110B CNC gear hobbing machine is used. The basic parameters of the gear are: modulus m n =1.25, number of teeth z=43, gear helix angle β=24°, pressure angle α=20°. The basic parameters of the hob are: modulus m n =1.25, number of heads z=1, hob helix angle β=2.33°, pressure angle α=20°. The feeding method is axial and radial continuous feeding. Use the JD45 gear measuring center to detect the tooth profile errors.
[0075] 2. Process parameters
[0076] The ranges of the four hobbing process factors are:
[0077] Hob speed 800S d z <15.
[0078] 3. The operation steps for improving the hobbing precision are the same as in Embodiment 1.
[0079] 4. Results.
[0080] The optimal combination of gear hobbing process parameters obtained by this method is: hob speed S S =1420(r / min); hobbing depth h d =0.75(mm); A...
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
| angle | aaaaa | aaaaa |
| modulus | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com