Battery module welding method
A battery module and welding method technology, applied in battery pack parts, welding equipment, battery assembly machines, etc., can solve the problems of small solder joint area, desoldering, false soldering rate, etc., to improve production efficiency, The effect of improving corrosion resistance and ensuring welding quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0022] In order to make the object, technical solution and beneficial technical effects of the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments. It should be understood that the specific implementations described in this specification are only for explaining the present invention, not for limiting the present invention.
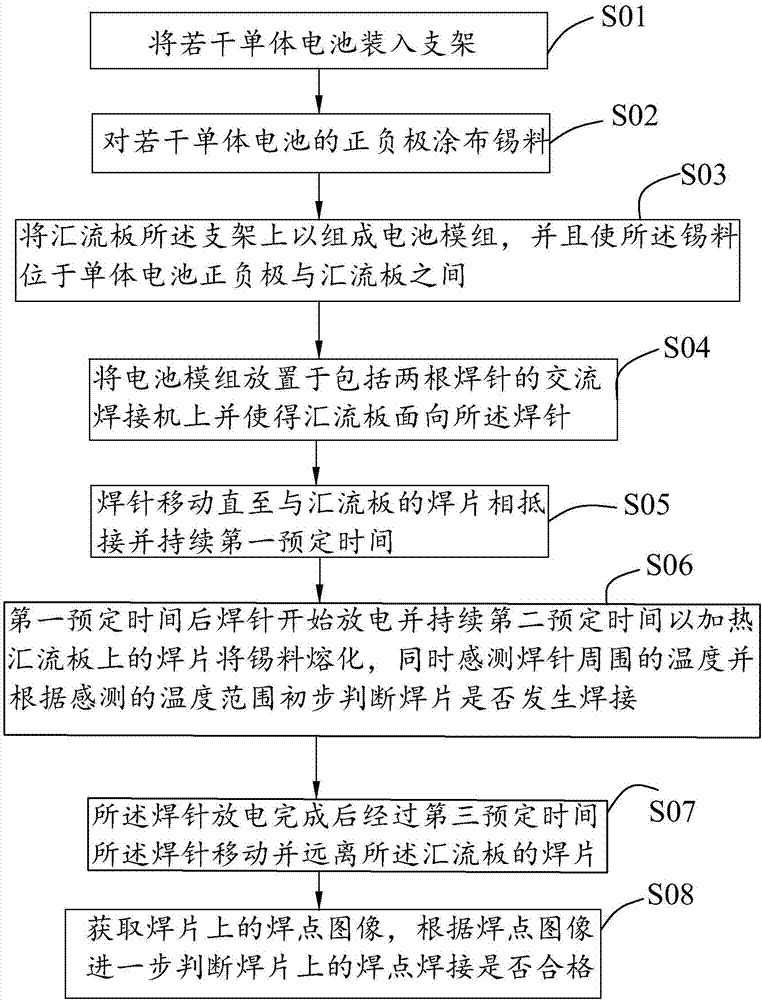
[0023] see figure 1 , which is a flowchart of a battery module welding method provided by the present invention. It should be noted that the method of the present invention is not limited to the order of the following steps, and in other embodiments, the method of the present invention may only include some of the steps described below, or some of the steps may be replaced by delete. The welding method of the battery module provided by the present invention comprises the following steps:
[0024] Step S01, loading several single batteries into t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com