Machining methods for inner walls of cylinders with thin-walled small half-blind deep holes and thin-walled small full-blind deep holes
A processing method and deep-hole cylinder technology, which are applied in metal processing equipment, reaming devices, manufacturing tools, etc., can solve the problems of thin-walled semi-blind and fully blind small deep-hole cylinder structure processing methods that are not mentioned, to prevent The effect of poor chip evacuation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
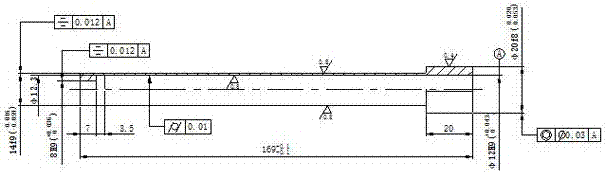
[0090] Such as figure 1 , image 3 As shown, a method for processing the inner wall of a thin-walled semi-blind small deep hole cylinder is carried out according to the following steps:
[0091] The first step, centering and alignment of the machining center
[0092] 1) Select the machining center that processes the inner wall of thin-walled semi-blind and fully blind small deep hole cylinders to ensure that the radial runout and axial runout of the spindle of the machining center are both ≤0.01mm;
[0093] 2) The workpiece is fastened with self-centering three claws, and the outer circle of the workpiece is used as the reference for alignment to ensure that the radial runout of the workpiece is ≤0.01mm;
[0094] The second step is to use non-standard hard alloy internal cooling drill to process the bottom hole
[0095] 1) The machining center mills the upper end face of the workpiece;
[0096] 2) Use the φ19.59 short bottom hole drill to process the guide hole with a dept...
Embodiment 2
[0115] Such as figure 2 , Figure 4 As shown, a method for processing the inner wall of a thin-walled semi-blind small deep hole cylinder is carried out according to the following steps:
[0116] The first step, centering and alignment of the machining center
[0117] 1) Select the machining center that processes the inner wall of thin-walled semi-blind and fully blind small deep hole cylinders to ensure that the radial runout and axial runout of the spindle of the machining center are both ≤0.01mm;
[0118] 2) The workpiece is fastened with self-centering three claws, and the outer circle of the workpiece is used as the reference for alignment to ensure that the radial runout of the workpiece is ≤0.01mm;
[0119] The second step is to use non-standard hard alloy internal cooling drill to process the bottom hole
[0120] 1) The machining center mills the upper end face of the workpiece;
[0121] 2) Use the φ11.59 short bottom hole drill to process the guide hole with a de...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com