Blisk blade circulating milling rigidity reinforcing method
An integral blisk and rigidity enhancement technology, applied in milling machine equipment, milling machine equipment details, program control, etc., can solve the problems of increasing processing difficulty, long non-processing time, and increasing processing cycle, so as to increase non-processing time and improve the surface Quality, the effect of avoiding knife marks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0043] The overall blisk is made of titanium alloy, the maximum outer diameter of the blade: Φ532mm; the minimum outer diameter of the blade: Φ460mm; the maximum chord width of the blade: 26.5mm; the total number of blades: 79 pieces; the minimum distance between adjacent blades: about 10mm;
[0044] Proceed as follows:
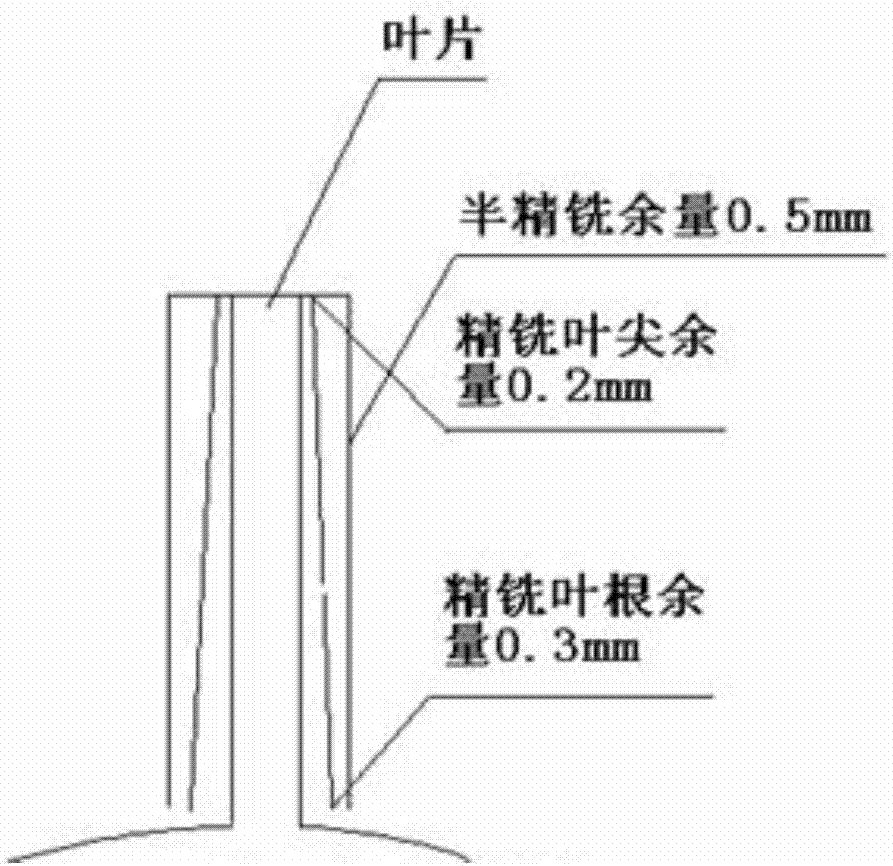
[0045] 1) Determine the fine milling and semi-finishing allowance of the airfoil: here, the half-finishing allowance of the airfoil is selected as 0.5mm; the fine milling allowance is distributed according to the gradient, and the blade tip is set to 0.2mm, and the blade root is 0.3mm .
[0046] 2) Choose the right tool;
[0047] According to the minimum distance between adjacent blades, a ball-end milling cutter with a diameter of Φ8mm is initially selected. After calculation, the diameter of the cutter meets the requirements of semi-finishing and finishing milling programs; after consulting the tool manual, the tool life meets the requirements.
[0048] 3) ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com