


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Straight welded pipe three-point bending flexible cold-roll forming roller position determining method
A flexible forming and three-point bending technology, applied in instruments, manufacturing tools, design optimization/simulation, etc., can solve the problems of cumbersome determination methods, difficult welding pipe forming, and large test workload, and achieve multi-specification automatic adjustment and flexible production. , The effect of ensuring the forming accuracy of the welded pipe and reducing the waste of raw materials
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
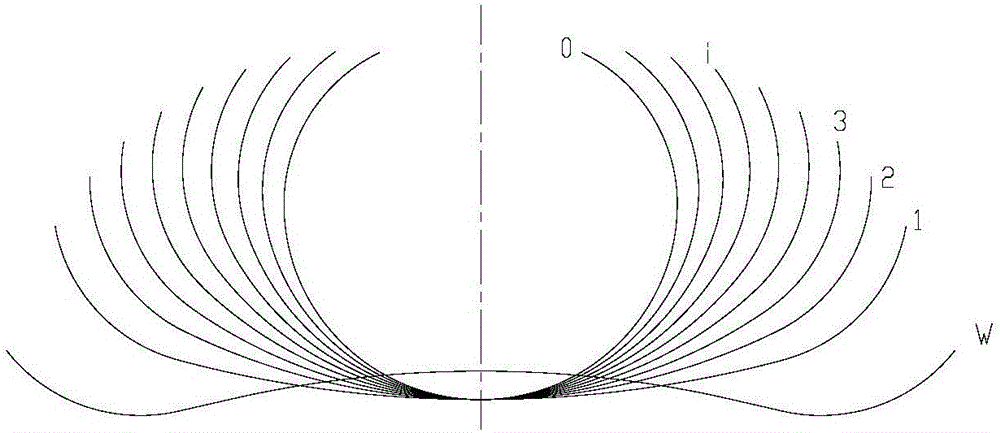
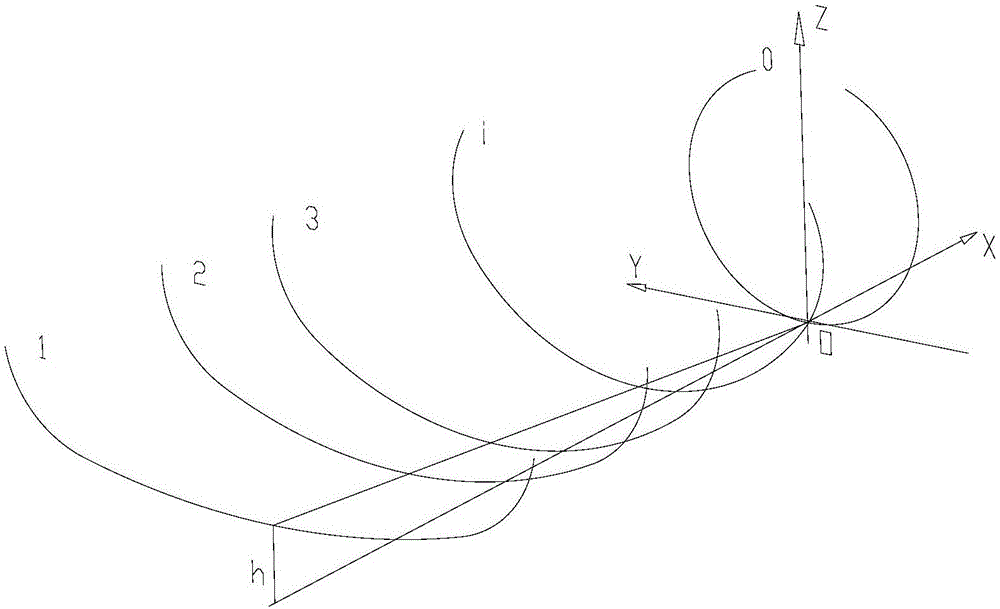
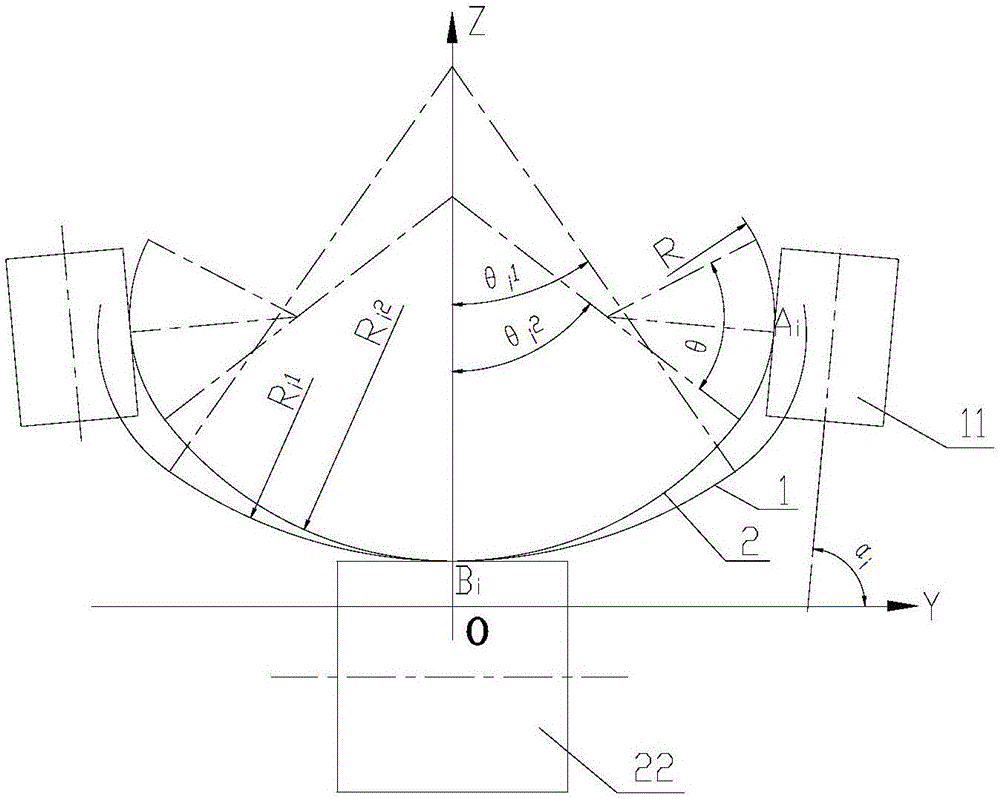
[0041] In the present invention, there are 9 flexible frames after preforming by a flexible forming unit W, and low-carbon steel pipes of Φ80×2mm are formed on the forming frames. ,Such as figure 1 , W preformed both sides of the arc radius R = 42.82mm, top angle θ = 65 °, low carbon steel yield strength σ s =240MPa, modulus of elasticity E=210000MPa, coefficient of springback H=σ s / E=0.00114; the first and second of the nine frames are flexible forming frames with horizontal rollers, and the inclination angle of the forming side mold rollers ω 1 =32°, ω 2 =48°, the minimum forming pipe diameter of this production line is 40mm. In fact, the radius of the die roll transition arc is small, and the contact angle can take a larger value when forming an 80mm pipe without interference. The rest are flexible forming frames for side rolls. The total downhill amount h=40mm, the distance between the centers of each flexible forming frame is equal, both are 410mm, the calculated down...
PUM
| Property | Measurement | Unit |
|---|---|---|
| radius | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| elastic modulus | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com