


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Milling method of blade of high-temperature alloy whole blade ring
A high-temperature alloy, integral blade technology, applied in the field of aero-engines, can solve the problems of unreachable feed and design requirements, and achieve the effect of good surface quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment
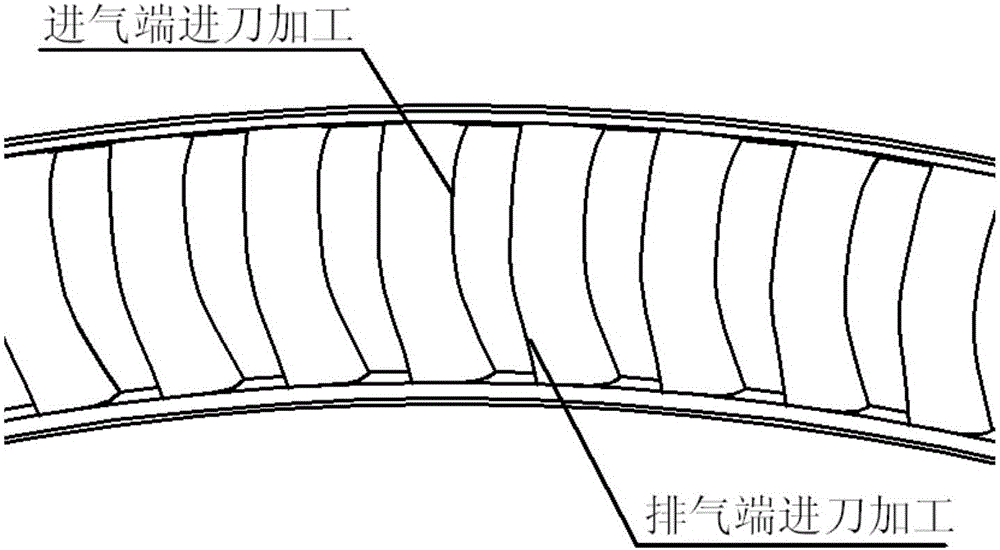
[0029] The overall leaf ring part is made of superalloy material, the material grade is GH4169, the maximum outer diameter of the leaf ring part: Φ530mm; the minimum inner flow channel diameter: Φ460mm; the thickness of the part is 30mm; the maximum chord width of the blade: 40mm; the total number of blades: 130 pieces; the minimum distance between adjacent blades: about 9mm; the thickness of the inner and outer rings of the leaf ring is 2-5mm; the length of the blades is about 30-33mm; the connection between the blades and the inner and outer flow channels is RR2.5mm. The schematic diagram of the parts is shown in the figure below.
[0030] Follow the above steps to process:
[0031] Step 1: Formulate processing procedures
[0032] The milling process route of this type of integral leaf ring is: rough milling and slotting at the intake end → rough milling and slotting at the exhaust end → fine milling of the air inlet end profile and flow channel → fine milling of the exhaus...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com