A three-slice rolling method of φ12mm steel bar
A technology of slit rolling and steel bars, which is applied in the field of multi-line slitting and rolling, which can solve the problems of affecting the surface quality of rolled materials, serious folding of slitting strips, unstable three-line difference, etc., and achieves excellent production indicators and production process control. The effect of stabilizing and improving the surface quality of finished products
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment Construction
[0016] The technical solutions in the embodiments of the present invention will be clearly and completely described below in conjunction with the embodiments of the present invention. Apparently, the described embodiments are only some of the embodiments of the present invention, not all of them. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
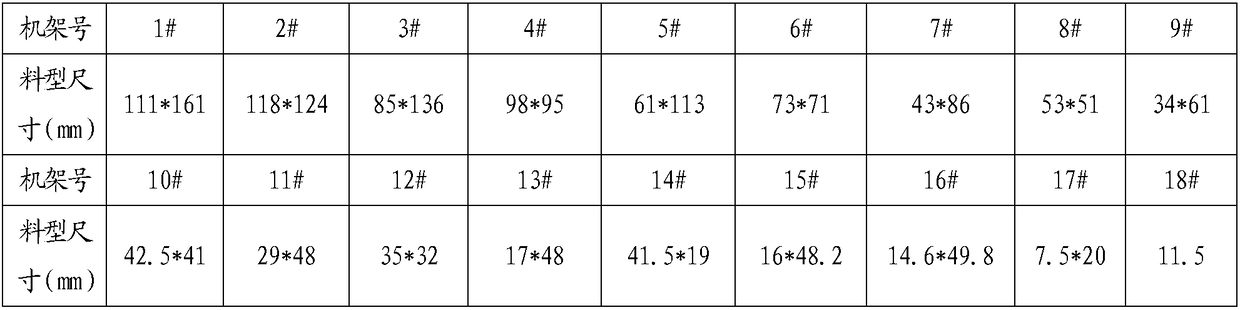
[0017] The embodiment of the present invention discloses a three-segmented rolling method for φ12mm steel bars, which optimizes and adjusts the shape and size of the process material processed by the rolling mill, and modifies the base circle and angle of the center line of the pre-segmented and slit pass to eliminate center line folding. Improve the surface quality of the finished product, prolong the service life of the pass, and stabilize the three-line difference.
[0018...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com