Directional solidification method capable of eliminating freckles in castings
A directional solidification and casting technology, applied in the direction of self-solidification, chemical instruments and methods, crystal growth, etc., can solve the problems of concave solidification interface, low temperature gradient, etc., to improve the temperature gradient, wide material sources, and eliminate freckles. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
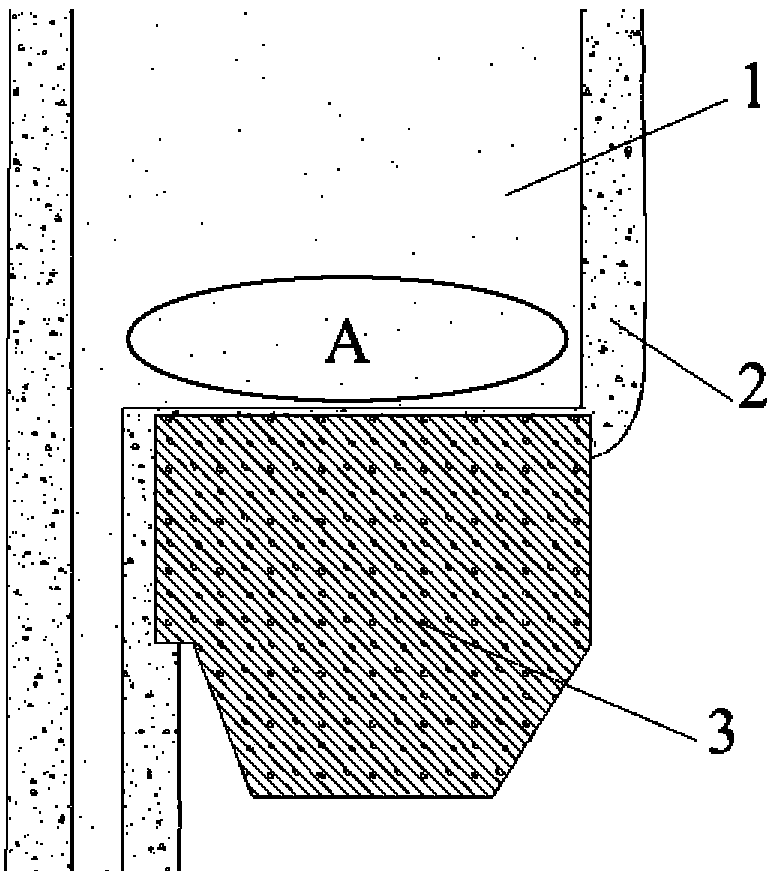
[0037] This embodiment is applied to the directional solidification process of a casting 1 with a sudden cross-section, such as figure 1 Shown. The size of the small section of the casting with abrupt cross-section is 4mm×20mm×100mm, the size of the large section of the casting is 40mm×20mm×25mm, and the material is CMSX-4 superalloy; the specific steps are as follows:
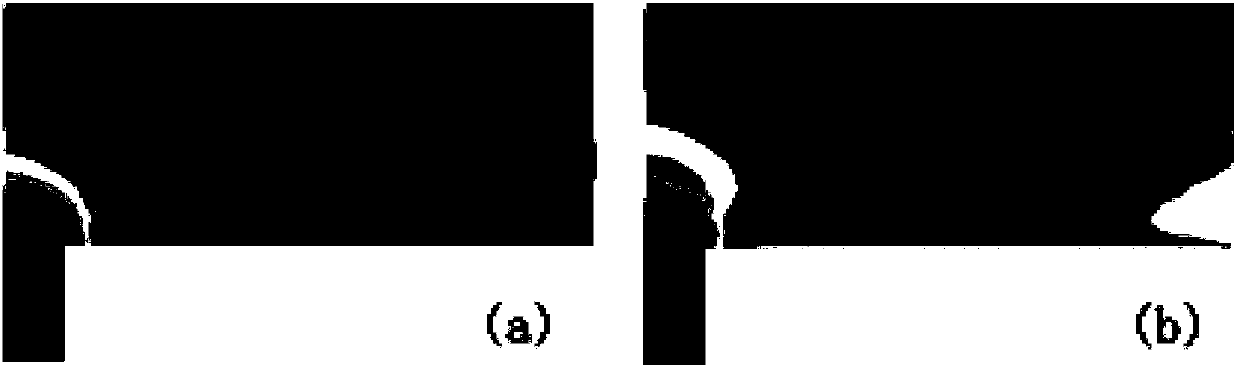
[0038] Step 1. Determine the temperature gradient distribution and solidification interface shape during the directional solidification of the casting. Use ProCAST software to numerically simulate the directional solidification process of casting 1 according to conventional methods, and perform post-processing to obtain figure 1 The temperature gradient distribution and solidification interface shape of the cross-sectional sudden change area shown in A are as follows figure 2 (A) and Figure 4 (A) Shown.
[0039] Step 2. Determine the shape, size and placement of the graphite block. According to the principle of...
Embodiment 2
[0052] This embodiment is applied to the directional solidification of a casting 1 with a sudden cross-section, such as figure 1 Shown. The size of the small section of the casting with abrupt cross-section is 4mm×20mm×100mm, the size of the large section of the casting is 40mm×20mm×50mm, and the material is DZ411 superalloy; the specific steps are as follows:
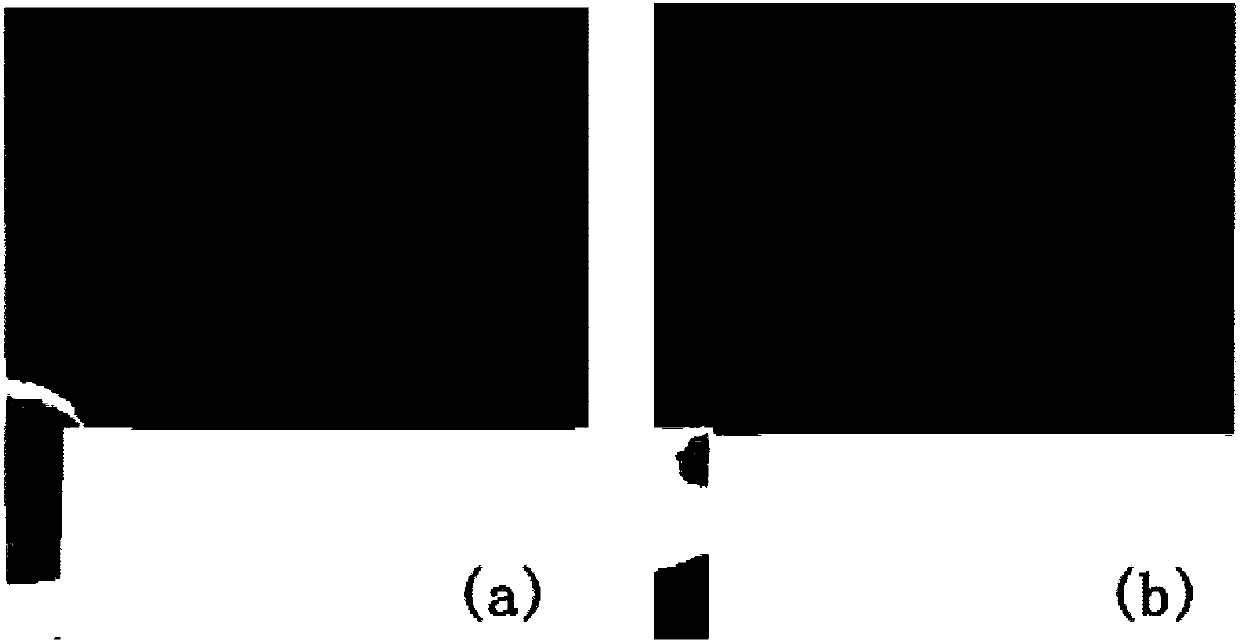
[0053] Step 1. Determine the temperature gradient distribution and solidification interface shape during the directional solidification of the casting. Use ProCAST software to numerically simulate the directional solidification process of casting 1 according to conventional methods, and perform post-processing to obtain figure 1 The temperature gradient distribution and solidification interface shape of the cross-sectional sudden change area shown in A are as follows image 3 (A) and Figure 5 (A) Shown.
[0054] Step 2. Determine the shape, size and placement of the graphite block. According to the principle of improvin...
Embodiment 3
[0067] This embodiment is applied to the directional solidification process of a casting 1 with a sudden cross-section, such as figure 1 Shown. The size of the small section of the casting with abrupt cross-section is 4mm×20mm×100mm, and the size of the large section of the casting is 40mm×20mm×25mm, and the material is DZ125 superalloy; the specific steps are as follows:
[0068] Step 1. Determine the temperature gradient distribution and solidification interface shape during the directional solidification of the casting. Use ProCAST software to numerically simulate the directional solidification process of casting 1 according to conventional methods, and perform post-processing to obtain figure 1 The temperature gradient distribution and the solidification interface shape of the cross-sectional mutation area shown in A.
[0069] Step 2. Determine the shape, size and placement of the graphite block. According to the principle of improving the cooling conditions of the cross-sec...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com