


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Control method for preventing deviation of band steel in first-pass rolling procedures
A technology of rolling process and control method, applied in the direction of rolling force/roll gap control, etc., can solve the problems of reducing the ability of strip steel to resist lateral disturbance, reducing the stability of high-speed rolling process, etc., so as to reduce the occurrence of deviation and breakage. The probability of avoiding the increase of roller consumption and improving the effect of stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] In order to have a clearer understanding of the technical features, purposes and effects of the present invention, the specific implementation manners of the present invention will now be described in detail with reference to the accompanying drawings.
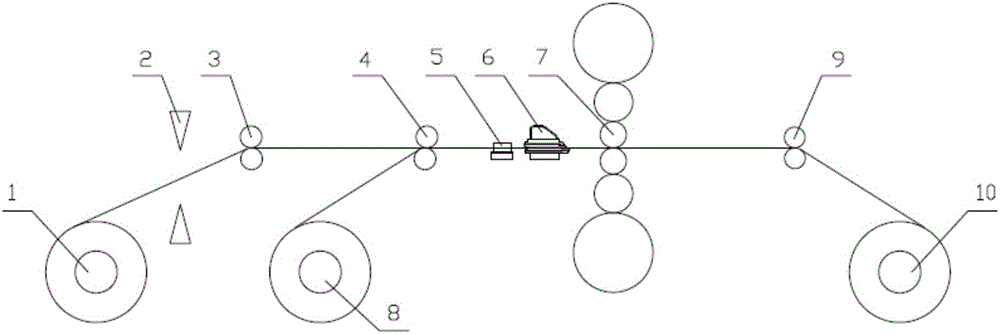
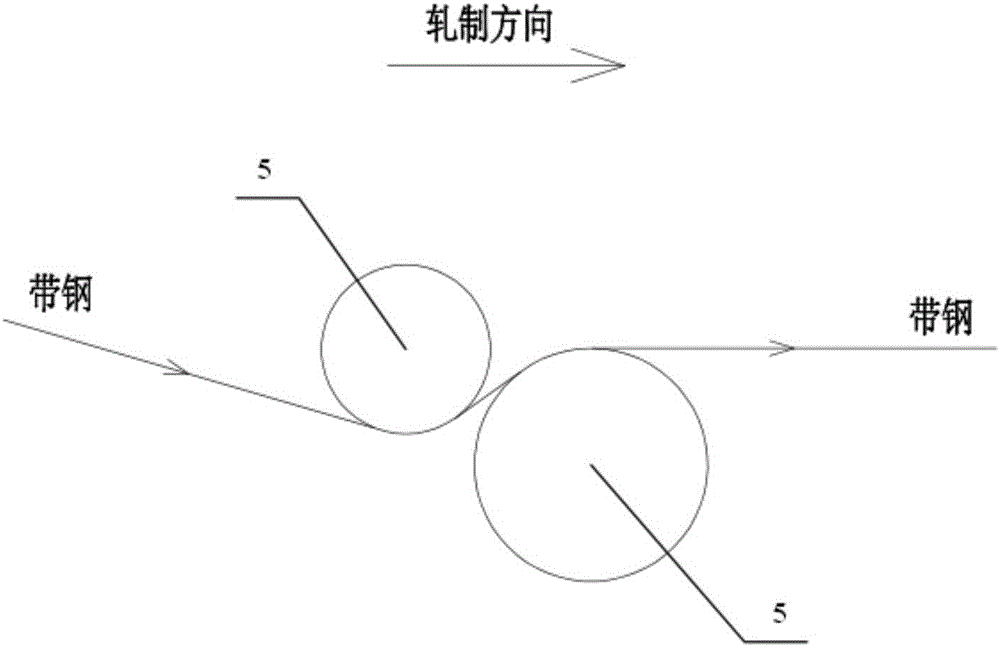
[0021] Such as figure 1 with figure 2 As shown, the present invention provides a kind of control method that prevents strip from running off in the first pass rolling process, comprising the following steps:
[0022] S1. After the strip is coiled by the uncoiler 1, the CPC device 2 is put into alignment during the strip threading process, wherein, during the first rolling process, the strip is on the reversible cold rolling mill with small roll diameter and single stand The uncoiling tension is 20% to 45% greater than the coiling tension in the pickling unit;
[0023] S2. The strip passes through the uncoiling pinch roller 3 and the entrance steering pinch roller 4 to keep the strip threaded stably during the strip t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com