Exhauster casing component argon arc welding method
A technology of argon arc welding and exhaust machine, used in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problems of low qualified rate of parts, welding cracks, etc., achieve good welding quality, uniform heating, and optimize continuous welding conditions Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
[0053] 1. Joint preparation
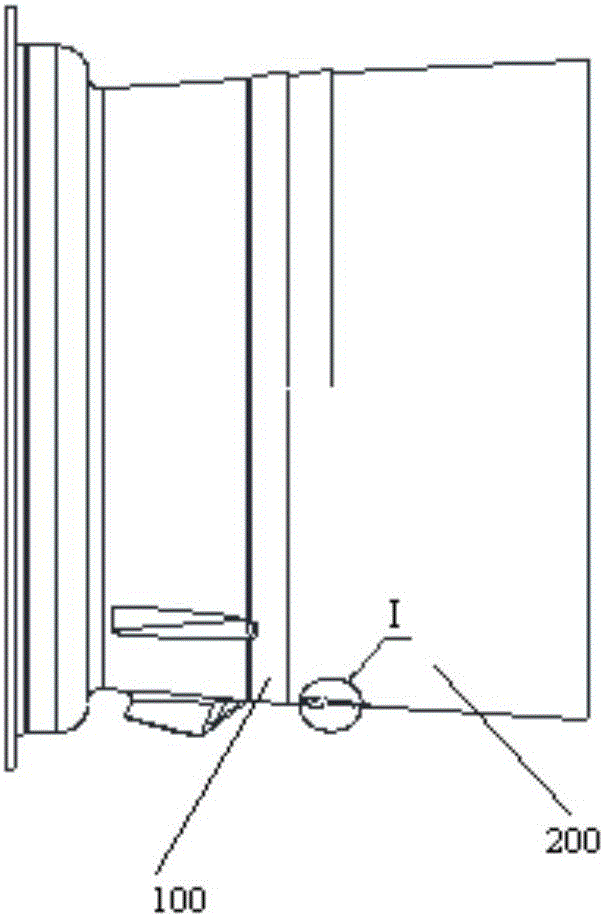
[0054] Machining is carried out on the part to be welded of the exhaust support 100, so that the wall thickness of the part to be welded of the exhaust support 100: the wall thickness of the part to be welded of the outer ring 200 of the exhaust section = 0.9: 1.1.
[0055] 2. Cleaning before welding
[0056] First, mechanically polish the exhaust bearing 100 to see metallic luster within 10mm to 15mm of the welded part, so as to remove the scale and so on. Then use a clean white silk cloth stained with analytical pure acetone to wipe the surface of the exhaust support 100 and the outer ring 200 of the exhaust section to be welded to remove dirt such as oil.
[0057] 3. Assembly combination
[0058] Put the exhaust casing assembly into the argon arc welding fixture, and then fix the assembled parts on the welding turntable of the automatic argon tungsten arc welding machine.
[0059] 4. Tack welding
[0060] The manual tungsten argon arc weldi...
Embodiment 2
[0073] 1. Joint preparation
[0074] Machining is performed on the part to be welded of the exhaust support 100 , so that the wall thickness of the part to be welded on the exhaust support 100 : the wall thickness of the part to be welded on the outer ring 200 of the exhaust section = 1:1.
[0075] 2. Cleaning before welding
[0076] First, mechanically polish the exhaust bearing 100 to see metallic luster within 10mm to 15mm of the welded part, so as to remove the scale and so on. Then use a clean white silk cloth stained with analytical pure acetone to wipe the surface of the exhaust support 100 and the outer ring 200 of the exhaust section to be welded to remove dirt such as oil.
[0077] 3. Assembly combination
[0078] Put the exhaust casing assembly into the argon arc welding fixture, and then fix the assembled parts on the welding turntable of the automatic argon tungsten arc welding machine.
[0079] 4. Tack welding
[0080] The manual tungsten argon arc welding me...
Embodiment 3
[0094] 1. Joint preparation
[0095] Machining is carried out on the part to be welded of the exhaust support 100, so that the wall thickness of the part to be welded on the exhaust support 100: the wall thickness of the part to be welded on the outer ring 200 of the exhaust section=1.1:0.9.
[0096] 2. Cleaning before welding
[0097] First, mechanically polish the exhaust bearing 100 to see metallic luster within 10mm to 15mm of the welded part, so as to remove the scale and so on. Then use a clean white silk cloth stained with analytical pure acetone to wipe the surface of the exhaust support 100 and the outer ring 200 of the exhaust section to be welded to remove dirt such as oil.
[0098] 3. Assembly combination
[0099] Put the exhaust casing assembly into the argon arc welding fixture, and then fix the assembled parts on the welding turntable of the automatic argon tungsten arc welding machine.
[0100] 4. Tack welding
[0101] The manual tungsten argon arc welding ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com