Aluminous thin-wall hull vertical welding seam prestress deformation control method and device
A deformation control and force application device technology, applied in the direction of manufacturing tools, welding equipment, welding accessories, etc., can solve the problems of reduced production efficiency, poor deformation resistance, deformation, etc., to achieve improved production efficiency, strong adaptability, and convenient use Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
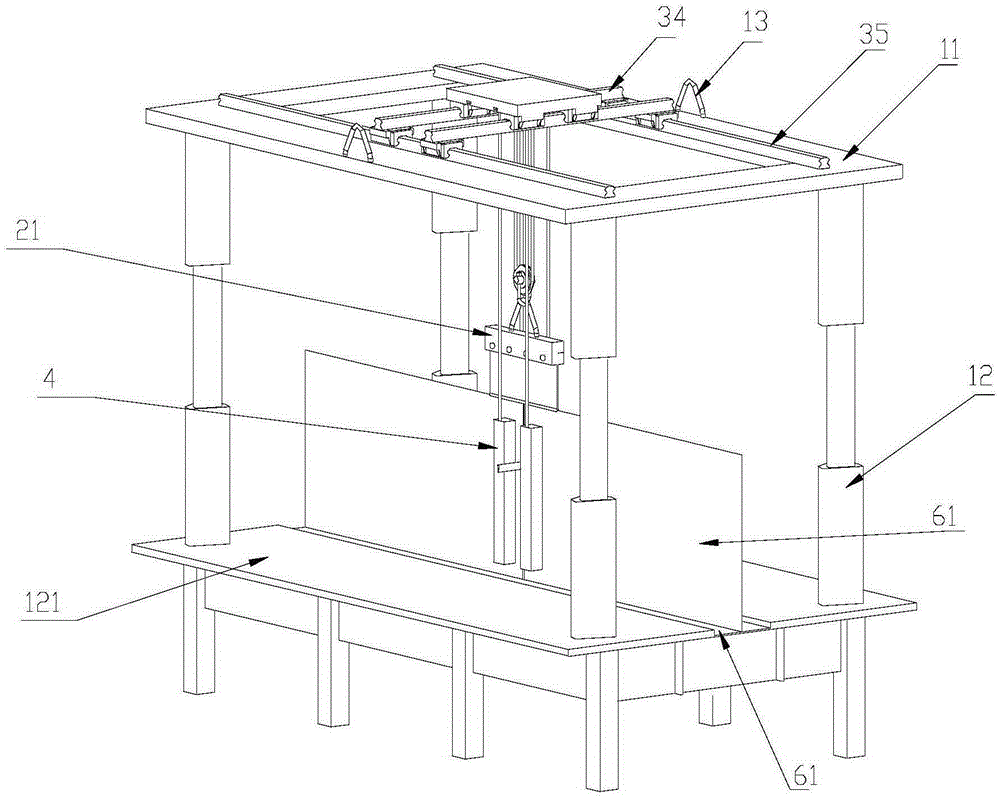
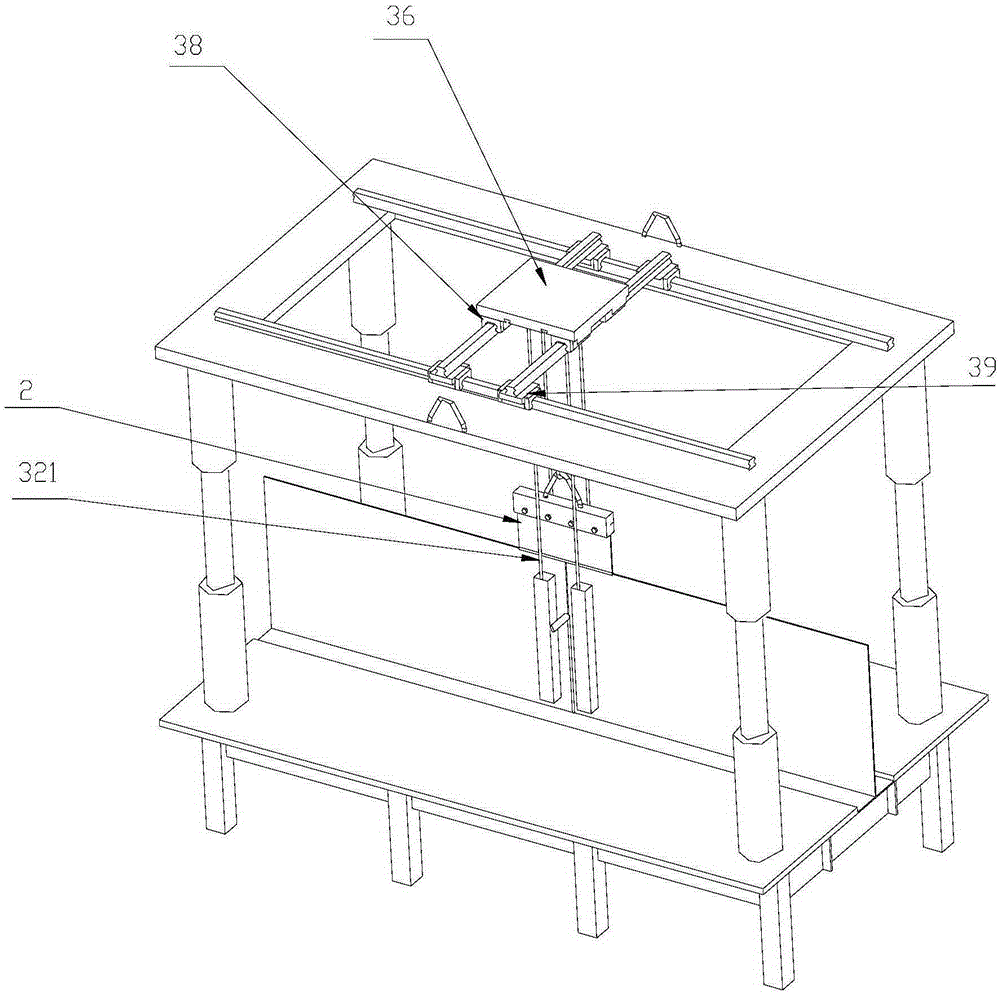
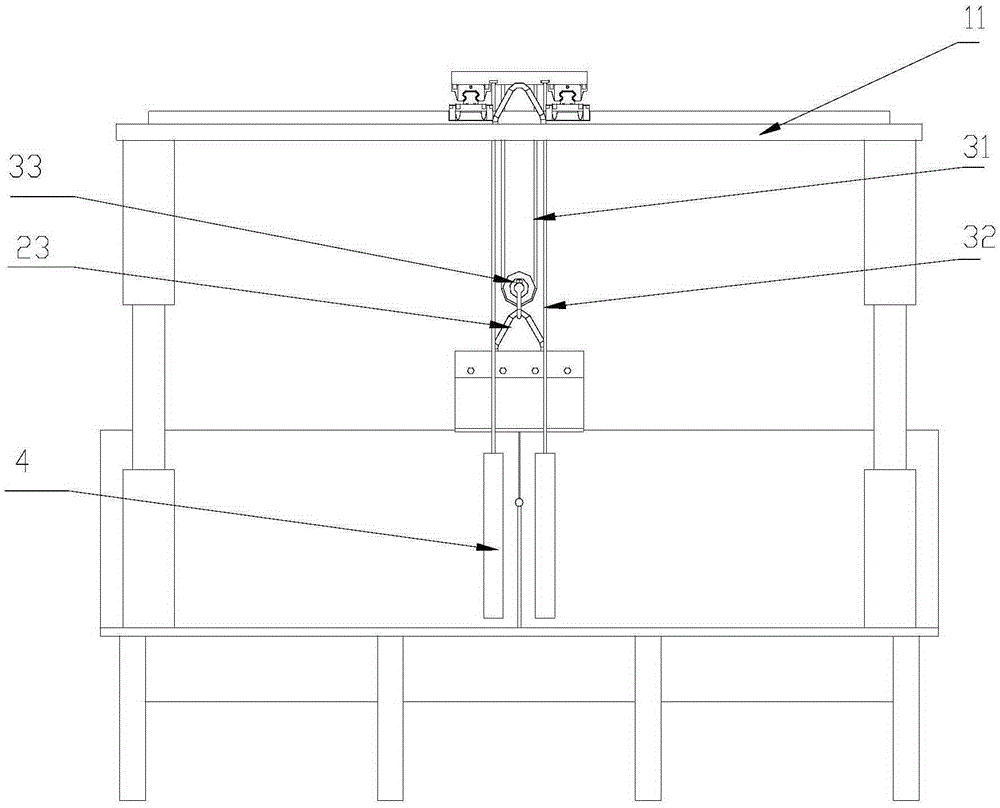
[0036] Such as Figure 1-Figure 4 As shown, the aluminum thin-walled ship hull vertical weld pre-stress deformation control device of the present invention includes a main structure 1 and a pre-tension force applying structure 2. The main structure 1 includes a top frame 11 and a movable application. The force device 3 and a plurality of uprights 12, the upper part of the plurality of uprights 12 is fixed on the bottom surface of the top frame 11, and the movable force applying device 3 is movably arranged in the middle of the top frame 11.
[0037] Preferably, the column 12 is a hydraulic telescopic column, and the height of the column 12 can be adjusted and the normal prestress can be kept constant during the welding process, so as to facilitate the welding of cabins with different heights to the wall panel 61. The bottom of the column 12 is provided with a column base 121 to enable the deformation control device of the present invention to be placed on the hull bottom 62 more ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com