Aircraft skin no-allowance milling flexible tool and application method thereof
A technology for aircraft skinning and cutting flexibility, applied to workpieces, positioning devices, milling machine equipment, etc., can solve the problems of insufficient freedom degree constraints, large dimensions of support rods, insufficient clamping rigidity, etc., to save the cost of the servo system and improve the Milling accuracy, the effect of simplified functions and structures
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
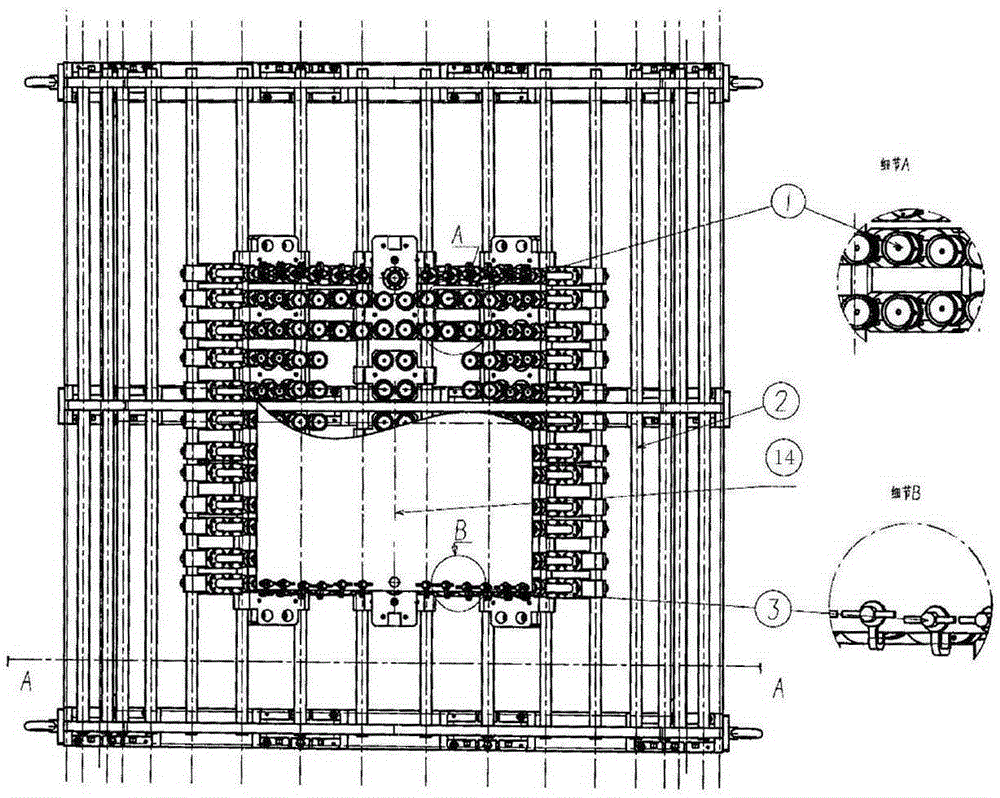
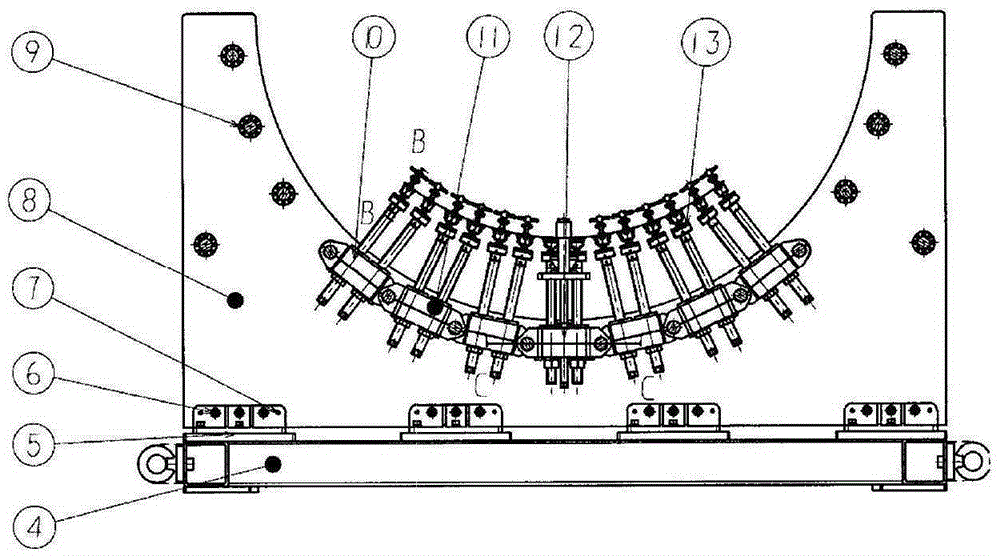
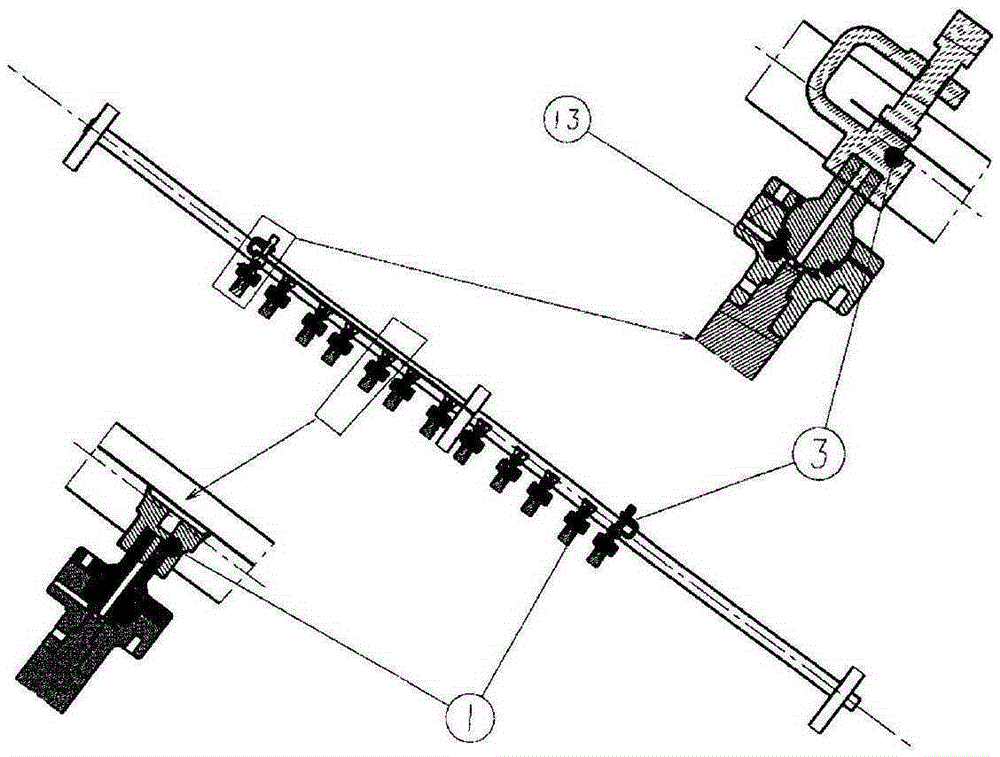
[0045] Such as Figure 1-16 A flexible tooling for milling and cutting aircraft skin without allowance is shown, such as figure 1 The shown flexible tooling includes a tooling frame, several double-bar support units 10, several four-bar support units 11 and several reference support units 12 arranged on the tooling frame; Figure 2-4 The tooling frame shown has a base 4, on which a connecting bracket 5 is provided, and on the connecting bracket 5, several assembling-type supporting plates 8 are provided, and the following supporting plates 8 and the connecting bracket 5 pass through the fastening assembly 6 and the positioning pin 7 are fastened on the base 4; each conformal support plate 8 is provided with several mounting holes, and the mounting holes are equipped with tensioning sleeves 9, and the connecting rods 2 are sequentially penetrated into the coaxial joints on the conformal support plate 8. In the installation hole, the connecting rod 2 and the follow-up support ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com