f304/f304l double-standard stainless steel flange and its production process
A production process, stainless steel technology, applied in the direction of flange connections, pipes/pipe joints/fittings, mechanical equipment, etc., can solve the problems of intergranular corrosion resistance not as good as F304L material, high temperature and pressure of the process system, and achieve good sealing effect, The effect of uniform distribution and high mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
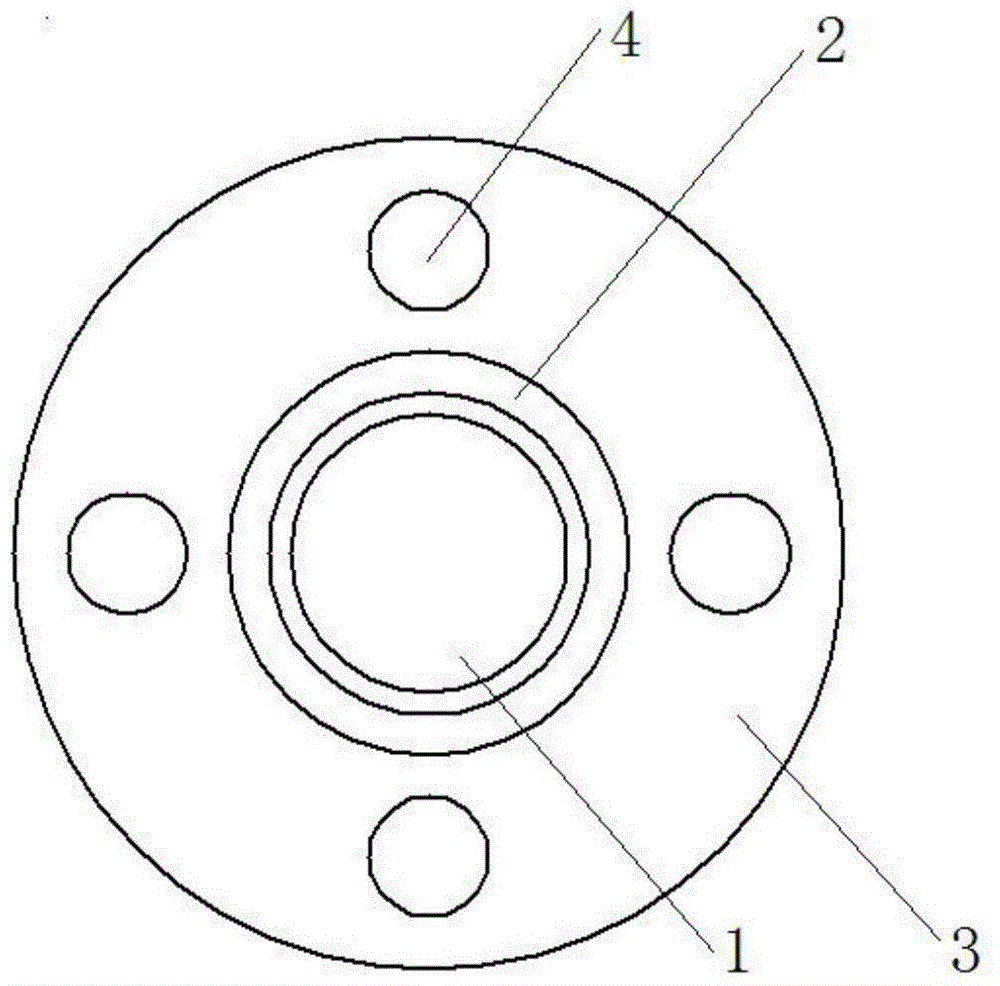
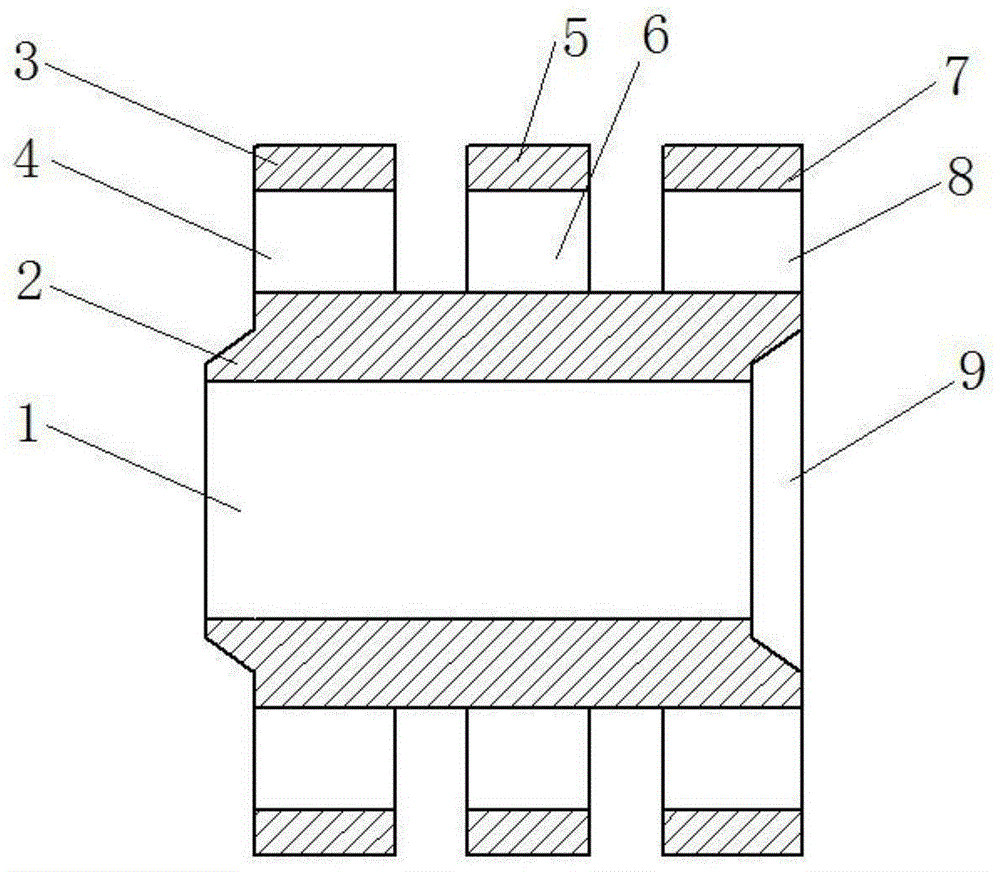
[0027] This embodiment provides a F304 / F304L double standard stainless steel material flange, the structure is as follows figure 1 , figure 2 As shown, it includes a through hole 1 and a flange. The flange is a disc-shaped structure. The through hole 1 is set vertically to the flange with the central axis of the flange as the center line. There are bosses 2 and grooves 9, and the flange includes a front flange 3, a middle flange 5 and a rear flange 7, and the three are arranged in parallel in sequence, the front flange 3, the middle flange 5 and the The diameters of the rear flange 7 are equal, and the thickness of the front flange 3 and the rear flange 7 are the same, and at least 4 flanges are evenly arranged on the front flange 3, the middle flange 5 and the rear flange 7 Fixing hole, the fixing hole of the front flange piece 3 is the front fixing hole 4, the fixing hole of the middle flange piece 5 is the middle fixing hole 6, the fixing hole of the rear flange piece 7 i...
Embodiment 2
[0030] This embodiment provides a production process of F304 / F304L double-standard stainless steel flange, the process steps are: melting - forging - heat treatment - trimming - ultrasonic testing - sampling analysis, wherein:
[0031] Melting: After the analysis is qualified, the alloy blank below 5000Kg is selected, and the vacuum arc remelting or electroslag remelting is adopted. The melting temperature is 2950°C. The chemical composition and mass percentage of the alloy blank are: Cr: 18.3%, Ni: 9.1%, C : 0.07%, Mo: 0.21%, Cu: 0.52%, Si: 0.89%, Nb: 0.14%, Ti: 0.097%, Ca: 0.15%, Se: 0.05%, Te: 0.15%, S: 0.015%, P : 0.021%, the rest is Fe and unavoidable impurities;
[0032]Forging: put the alloy billet smelted at high temperature into the furnace for heat preservation, the heat preservation temperature is 1050°C, and the heat preservation time is 7 hours, and then forge, the forging method adopts free forging, the forging ratio is controlled to 3.5, and the scale is removed...
Embodiment 3
[0039] This embodiment provides a production process of F304 / F304L double-standard stainless steel flange, the process steps are: melting - forging - heat treatment - trimming - ultrasonic testing - sampling analysis, wherein:
[0040] Melting: After the analysis is qualified, the alloy blank below 5000Kg is selected, and the vacuum arc remelting or electroslag remelting is adopted. The melting temperature is 3150°C. The chemical composition and mass percentage of the alloy blank are: Cr: 18.5%, Ni: 9.3%, C : 0.09%, Mo: 0.25%, Cu: 0.54%, Si: 0.93%, Nb: 0.16%, Ti: 0.099%, Ca: 0.17%, Se: 0.15%, Te: 0.19%, S: 0.025%, P : 0.023%, the rest is Fe and unavoidable impurities;
[0041] Forging: put the alloy billet smelted at high temperature into the furnace for heat preservation, the heat preservation temperature is 1090°C, and the heat preservation time is 5h, and then forge, the forging method adopts free forging, the forging ratio is controlled to 4.5, and the scale is removed, an...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| Brinell hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com