Tamping coke oven tamping hammer fiction piece local bonding method
A technology for tamping coke ovens and bonding methods, applied in coke ovens, connecting components, petroleum industry, etc., can solve the problems of affecting the bonding strength of friction plates, time-consuming, labor-intensive, and labor-intensive, and achieve good bonding effect. , High efficiency and prolonging service life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
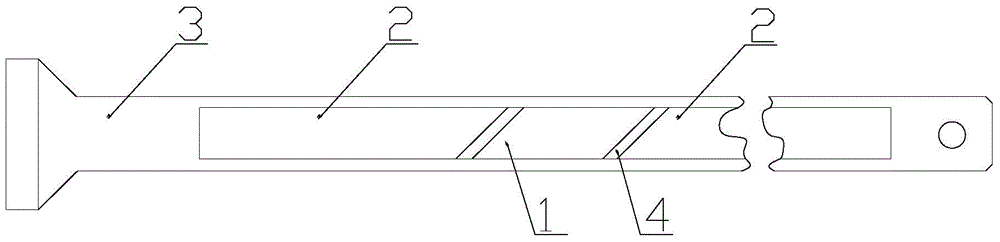
[0025] Example 1: Operate according to the above steps, use the adhesive material with a volume ratio of adhesive and curing agent of 1:1, mix the adhesive and curing agent evenly, and bond the new friction sheet 1 with the old friction sheet 2 The gap 4 between them is 3mm, the setting pressure of the accumulator of the bonding machine is 8MPa, and the pressure duration is 6 hours. The service life of the brand-new tamping hammer friction plate is about 1 to 1.5 years, and the service life of the friction plate bonded in this embodiment is about 0.5 years.
Embodiment 2
[0026] Example 2: Operate according to the above steps, use the adhesive material with a volume ratio of adhesive and curing agent of 1:1, mix the adhesive and curing agent evenly, and bond the new friction sheet 1 with the old friction sheet 2 The gap 4 between them is 3mm, the setting pressure of the accumulator of the bonding machine is 10.5MPa, and the pressure duration is 4 hours. The service life of the friction plate after bonding in this embodiment is about 0.8 years.
Embodiment 3
[0027] Example 3: Operate according to the above steps, use the adhesive material with a volume ratio of adhesive and curing agent of 1:1, mix the adhesive and curing agent evenly, and bond the new friction sheet 1 with the old friction sheet 2 The gap 4 between them is 3mm, the setting pressure of the accumulator of the bonding machine is 10.7MPa, and the pressure duration is 4 hours. The service life of the friction plate after bonding in this embodiment is about 0.8 years.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com