Deep water seal rubber sleeve cable and manufacturing process thereof
A cable and rubber sheath technology, applied in the field of deep water sealing rubber sheath cable and its manufacturing process, to achieve the effect of good wear resistance, good flexibility and watertight performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
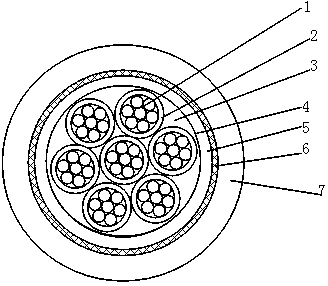
[0024] The insulating thickness of the extruded and irradiated cross-linked ethylene-propylene rubber insulating layer 2 is 0.8-1.4 mm. The extruded radiation cross-linked neoprene inner sheath 5 has a thickness of 1.3-1.5 mm. The extruded radiation crosslinked neoprene outer sheath 7 has a thickness of 2.0-3.5 mm.
[0025] The manufacturing process of the above-mentioned deep-water sealed rubber-sheathed cable is as follows:
[0026] Step 1: Use 7 strands of annealed copper wire, and perform normal stranding according to the arrangement of "1+6" to obtain a conductor. Gap between copper wires;
[0027] Step 2: Dry the irradiated ethylene-propylene rubber material at 50±5°C for 2 hours and inject it into a plastic single-screw extruder to complete the extrusion of the irradiated cross-linked ethylene-propylene rubber insulation layer to obtain an insulated wire core; Extrusion molds are used in the plastic single-screw extruder described above. The temperature of the feed i...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com