


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Steel ingot water-cooling crystallization process without feed head
A water-cooling and steel ingot technology is applied in the field of water-cooling crystallization process of steel ingots without risers, which can solve the problems of low yield of steel, unreachable ingots, risers of steel ingots, etc. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0033] Type: high-quality carbon steel, steel type: 20, carbon content: 0.17-0.23%; tonnage: 8 tons;
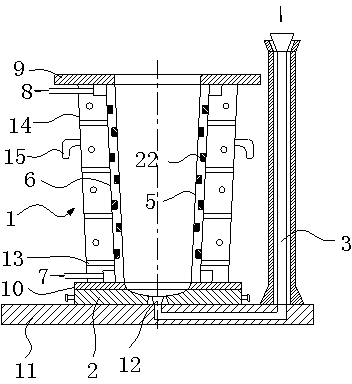
[0034] After the front and rear parts of the water-cooled mold are fixed by bolts, the condensed water is fed into the water-cooled mold in advance, the temperature of the incoming water is less than 36°C, and the pressure of the incoming water is 0.5 MPa;
[0035] After the VD furnace is released, the temperature of the molten steel is 1585±5°C. After the temperature is controlled to 1570-1580°C, it is slowly poured into the mold of the water-cooled mold through the sprue, and the pouring time of the ingot body is 24-26min;
[0036] Continue to feed condensed water, keep warm for 10 minutes, and demould the steel ingot after condensation;
[0037] Put the heat preservation cover on the steel ingot after demoulding, and keep it warm for 4 hours (to ensure that the steel ingot is basically crystallized), and then remove the heat preservation cover.
[0038] Put the steel ingo...
Embodiment 2
[0042] Type: high-quality carbon steel, steel type: 65Mn, carbon content: 0.62-0.70%, tonnage: 11 tons;
[0043] After the front and rear parts of the water-cooled mold are fixed by bolts, the condensed water is fed into the water-cooled mold in advance, the temperature of the incoming water is less than 36°C, and the pressure of the incoming water is 0.5 MPa;
[0044] After the VD furnace is released, the temperature of the molten steel is 1550±5°C. After the temperature is controlled to 1535-1545°C, it is slowly injected into the mold of the water-cooled mold through the runner, and the pouring time of the ingot body is 15 minutes;
[0045] Continuously feed condensed water, keep warm for 12 minutes, and release the steel ingot from the mold after condensation;
[0046] Put the heat preservation cover on the steel ingot after demoulding, and remove the heat preservation cover after 5 hours of heat preservation.
[0047] Put the steel ingot with the insulation cover removed ...
Embodiment 3
[0051] Type: alloy steel, steel type: 5CrMnMo, carbon content: 0.50-0.60%, tonnage 18 tons;
[0052] After the front and rear parts of the water-cooled mold are fixed by bolts, the condensed water is fed into the water-cooled mold in advance, the temperature of the incoming water is less than 36°C, and the pressure of the incoming water is 0.5 MPa;
[0053] After the VD furnace is released, the temperature of the molten steel is 1555±5°C. After the temperature is controlled to 1540-1550°C, it is slowly poured into the mold of the water-cooled mold through the runner, and the pouring time of the ingot body is 18 minutes;
[0054] Continuously feed condensed water, keep warm for 20 minutes, and release the steel ingot from the mold after condensation;
[0055] Put the heat preservation cover on the steel ingot after demoulding, and remove the heat preservation cover after 6 hours of heat preservation.
[0056] Put the steel ingot with the insulation cover removed into the insulat...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com