Integrated method for synthetising gasoline from methyl alcohol or dimethyl ether
An integrated method and technology of dimethyl ether, applied in the preparation of liquid hydrocarbon mixtures, petroleum industry, biological raw materials, etc., can solve the problems of high energy consumption and complicated process of the system
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
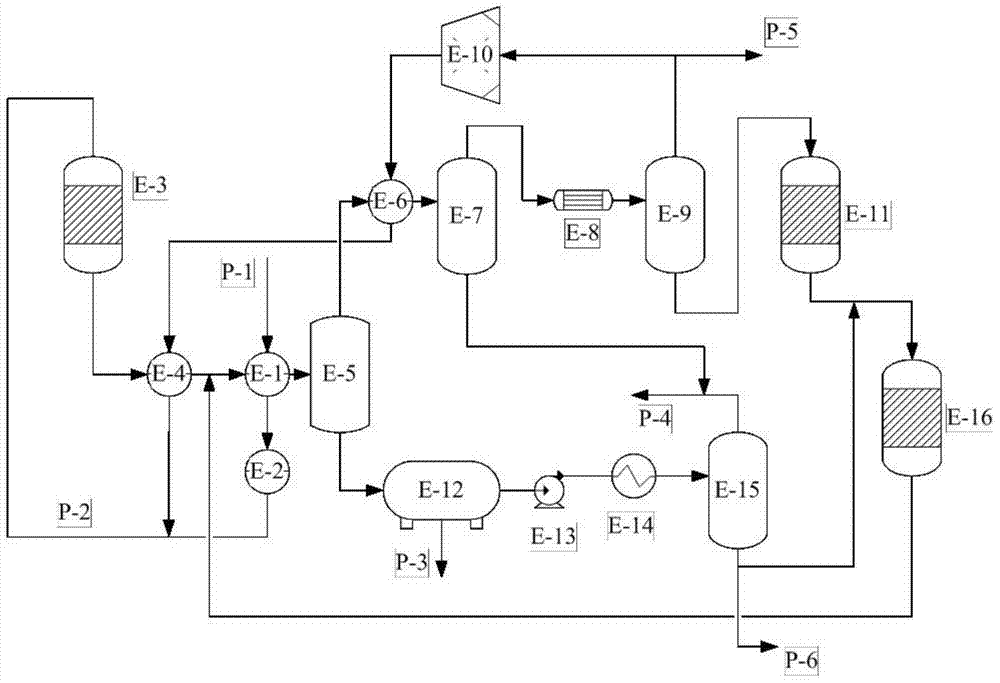
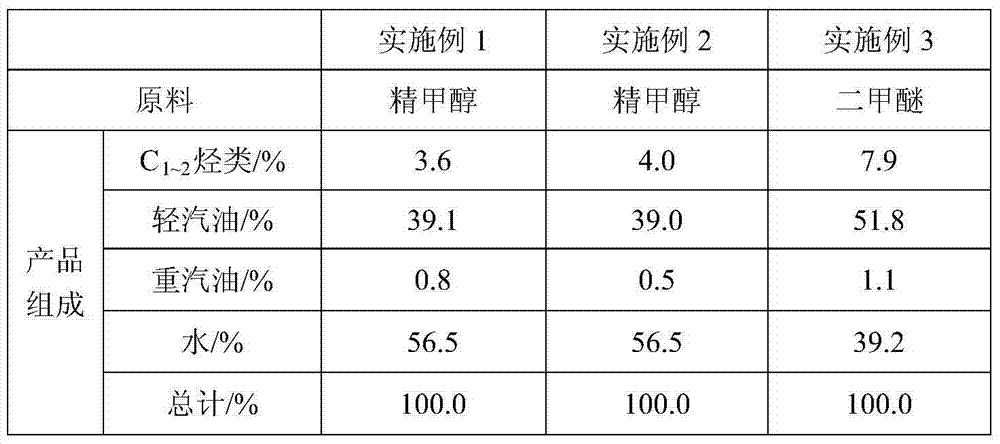
[0028] The raw material is refined methanol, the synthetic oil reactor is a fixed bed reactor, the reaction conditions are temperature 380°C, pressure 1.0MPa, methanol WHSV=1.0h -1 . The liquefied gas aromatization reactor adopts a fixed bed reactor, the reaction conditions are temperature 450°C, pressure 0.5MPa, raw material WHSV 1.0h -1 , the catalyst is a Ga / Ce-ZSM-5 molecular sieve catalyst, in which the Ga content is 1.5%, and the Ce content is 0.5%. The transalkylation reactor adopts a fixed bed reactor, the reaction conditions are temperature 300°C, pressure 1.2MPa, raw material WHSV 1.0h -1 , the catalyst is a Mo / Ni-Y molecular sieve catalyst, wherein the Mo content is 1.5%, and the Ni content is 1.0%. Under the above process conditions, the temperature of the discharge from the bottom of the E-5 flash tower is 130°C, and it can enter the E-15 fractionation tower after a simple heat exchange. After the materials are mixed, the temperature is 300°C, and they can ente...
Embodiment 2
[0030] The raw material is refined methanol, the synthetic oil reactor is a moving bed reactor, the reaction conditions are temperature 400°C, pressure 1.5MPa, methanol WHSV=1.5h -1 . The liquefied gas aromatization reactor adopts a moving bed reactor, the reaction conditions are temperature 500°C, pressure 0.2MPa, raw material WHSV 0.8h -1 , the catalyst is a Ga / Fe-ZSM-5 molecular sieve catalyst, in which the Ga content is 3.0%, and the Fe content is 2.0%. The transalkylation reactor adopts a fixed bed reactor, the reaction conditions are temperature 320°C, pressure 1.8MPa, raw material WHSV 0.7h -1 , the catalyst is a Mo / La-Y molecular sieve catalyst, wherein the Mo content is 3.0%, and the La content is 0.3%. Under the above process conditions, the discharge temperature of the bottom of the E-5 flash tower is 150°C, and it can enter the E-15 fractionation tower after a simple heat exchange. After mixing the materials, the temperature is 320°C, and can enter the E-16 tran...
Embodiment 3
[0032] The raw material is dimethyl ether, the synthetic oil reactor is a fluidized bed reactor, the reaction conditions are temperature 420°C, pressure 1.8MPa, methanol WHSV=2.0h -1 . The liquefied gas aromatization reactor adopts a fluidized bed reactor, the reaction conditions are temperature 550°C, pressure 0.2MPa, raw material WHSV 1.5h -1 , the catalyst is a Ga / Zn-ZSM-5 molecular sieve catalyst, in which the Ga content is 3.0%, and the Zn content is 1.0%. The transalkylation reactor adopts a fixed bed reactor, the reaction conditions are temperature 340°C, pressure 2.0MPa, raw material WHSV 1.2h -1 , the catalyst is a Mo / Co-Y molecular sieve catalyst, in which the Mo content is 3.0%, and the Co content is 2.0%. Under the above process conditions, the discharge temperature of the bottom of the E-5 flash tower is 170°C, and it can enter the E-15 fractionation tower after simple heat exchange. The product of the E-11 aromatization reactor and the bottom of the E-15 fracti...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com