Machinery-solid phase composite connecting device and machinery-solid phase composite connecting method
A technology of solid-phase compounding and connecting devices, which is applied in the direction of metal processing equipment, metal processing, manufacturing tools, etc., can solve the problems of low efficiency of friction spot welding, reduce feed resistance, and speed up the process, so as to improve the connection efficiency and reduce the Effect of riveting force and improvement of joint strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment l
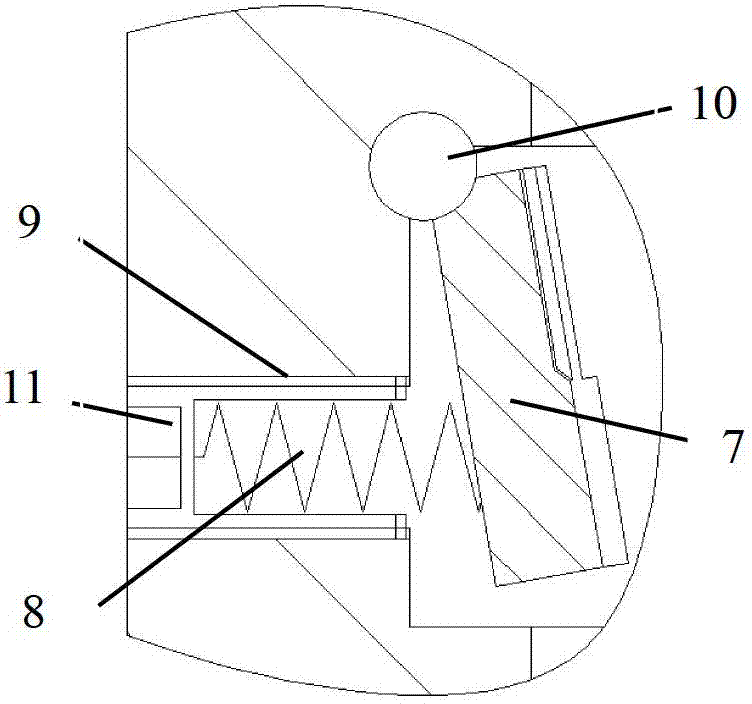
[0036] As shown in FIG. 1, the present embodiment provides a mechanical-solid phase composite connection device, including: a driving needle 1, a blank holder 2, a plurality of spring disc positioning mechanisms 3, a semi-hollow rivet 4 and a female die 5, wherein : The blank holder 2 and the die 5 are set from top to bottom, and the plate 6 is set between the blank holder 2 and the die 5 . The driving needle 1 is sleeved in the blank holder 2, a plurality of spring disc positioning mechanisms 3 are radially and horizontally distributed in the blank holder 2, and the semi-hollow rivets 4 are vertically placed in the blank holder 2 and are connected with the spring disc positioning mechanism. 3 are in contact, the driving needle 1, the blank holder 2, the semi-hollow rivet 4 and the female die 5 are coaxially arranged.
[0037] The inner diameter of the blank holder 2 is 10.4 mm and the outer diameter is 22.4 mm, and an annular groove with a distance of 3.5 mm from the bottom end...
Embodiment 2
[0063] The plate 6 in this embodiment is: magnesium alloy AZ3l+magnesium alloy AZ3l; plate thickness matching: 2mm+2mm;
[0064] The process parameters of this embodiment: in the meshing stage, the rotation speed of the driving needle 1 is 60r / min, and the feeding speed is 10 mm / s; in the puncturing stage, the rotation speed of the driving needle 1 is 1000r / min, and the feeding speed is 2am / s; In the lock forming stage, the rotation speed of the driving needle l is 1600r / min, and the feeding speed is 5mm / s; in the in-situ stirring stage, the rotation speed is maintained at 1600r / min and maintained for 60ms.
[0065] Other implementations of this embodiment are the same as those of Embodiment 1.
Embodiment 3
[0067] The plate 6 in this embodiment is: aluminum alloy AA606l-T6+carbon fiber composite material; plate thickness matching: 2mm+2mm;
[0068] The process parameters of this embodiment: in the meshing stage, the rotation speed of the driving needle l is 60 r / min, and the feeding speed is 10 mm / s; in the puncturing stage, the rotation speed of the driving needle l is 800 r / min, and the feeding speed is 2 mm / s; In the lock forming stage, the rotation speed of the driving needle l is 1200r / min, and the feeding speed is 5am / s; there is no in-situ stirring stage.
[0069] Other implementations of this embodiment are the same as those of Embodiment 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com