


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Machining method of friction welding of forged steel piston
A processing method and friction welding technology, which is applied to pistons, engine components, machines/engines, etc., can solve the problems of increasing the risk of piston burning and cracking, reducing the fluidity of cooling oil, occupying the space of cooling oil passages, etc., and achieving production efficiency High, the effect of reducing the weight of the piston and reducing the load
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
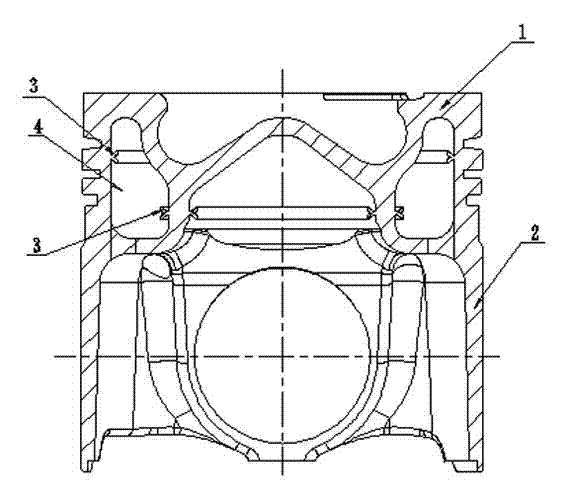
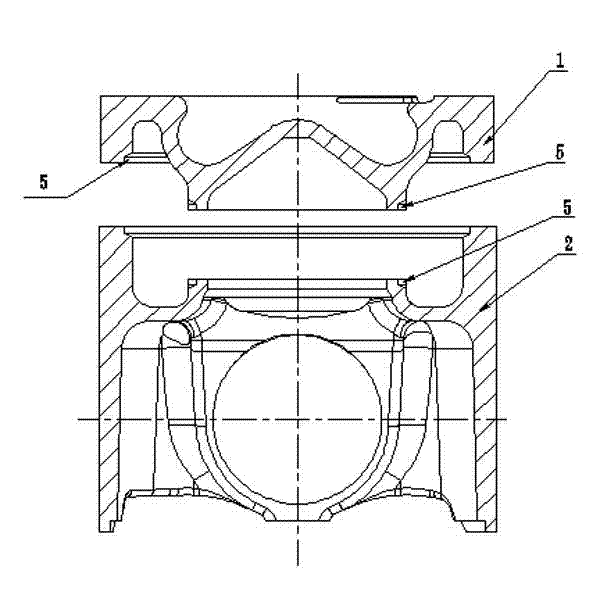
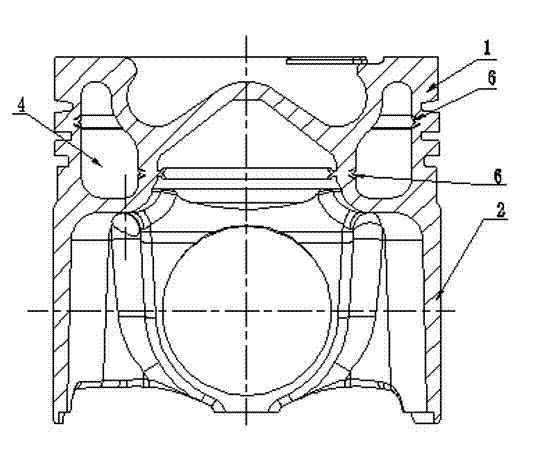
[0011] Embodiment: A kind of processing method of friction welding forged steel piston, concrete steps are as follows: (1), as shown in Figure 2, first steel piston is divided into piston head 1 and piston skirt 2, piston head and piston skirt Parts are mechanically processed to semi-finished products, in which the shape of the internal cooling oil passage on the piston head and piston skirt and the oil inlet and outlet are processed to the size of the finished product, leaving a margin of 1.5 to 4mm in the height direction. There is a gap 5 reserved on the side of the internal cooling oil channel at the welding surface; (2), then, if image 3 As shown in Fig. 1, the piston head 1 and the piston skirt 2 are friction welded into one, and the flanging 6 of the friction weld just fills the gap, and then the rest of the processing is performed on the piston.
[0012] As shown in Figure 4, the height H and width W of the reserved gap can be determined according to the width D of ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com