Secondary cooling water amplitude-cutting control method of slab continuous casting machine
The invention relates to a slab continuous casting machine and a control method technology, which are applied in the field of on-line width cutting control of the spray width of the inner arc secondary cold water in the wide and thick slab continuous casting machine, and the on-line adjustment of the cooling water spray width, which can solve the accuracy of spray width control. Poor, high cost, unable to meet the problems of high-efficiency production, etc., to achieve the effect of significant economic benefits
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
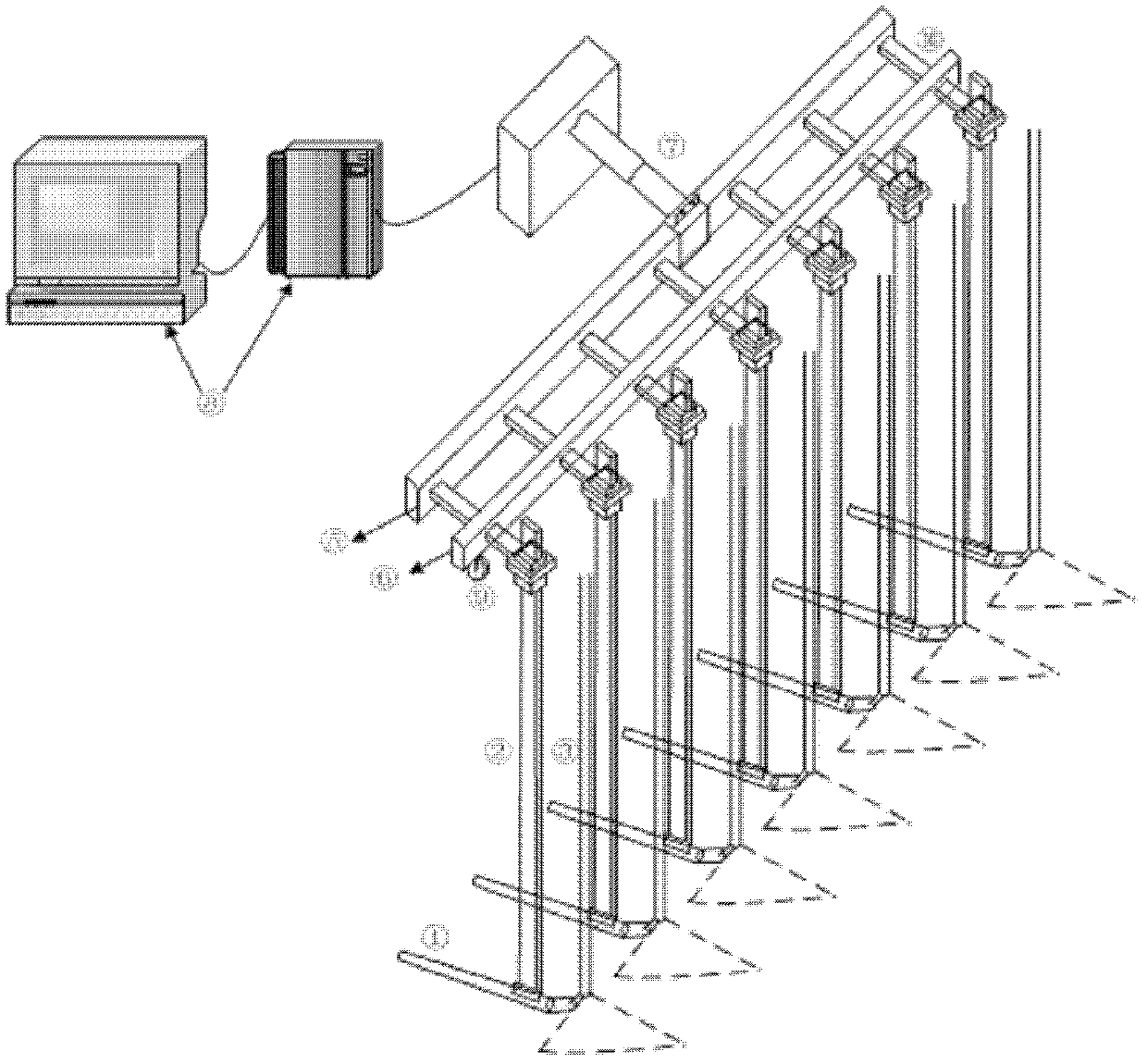
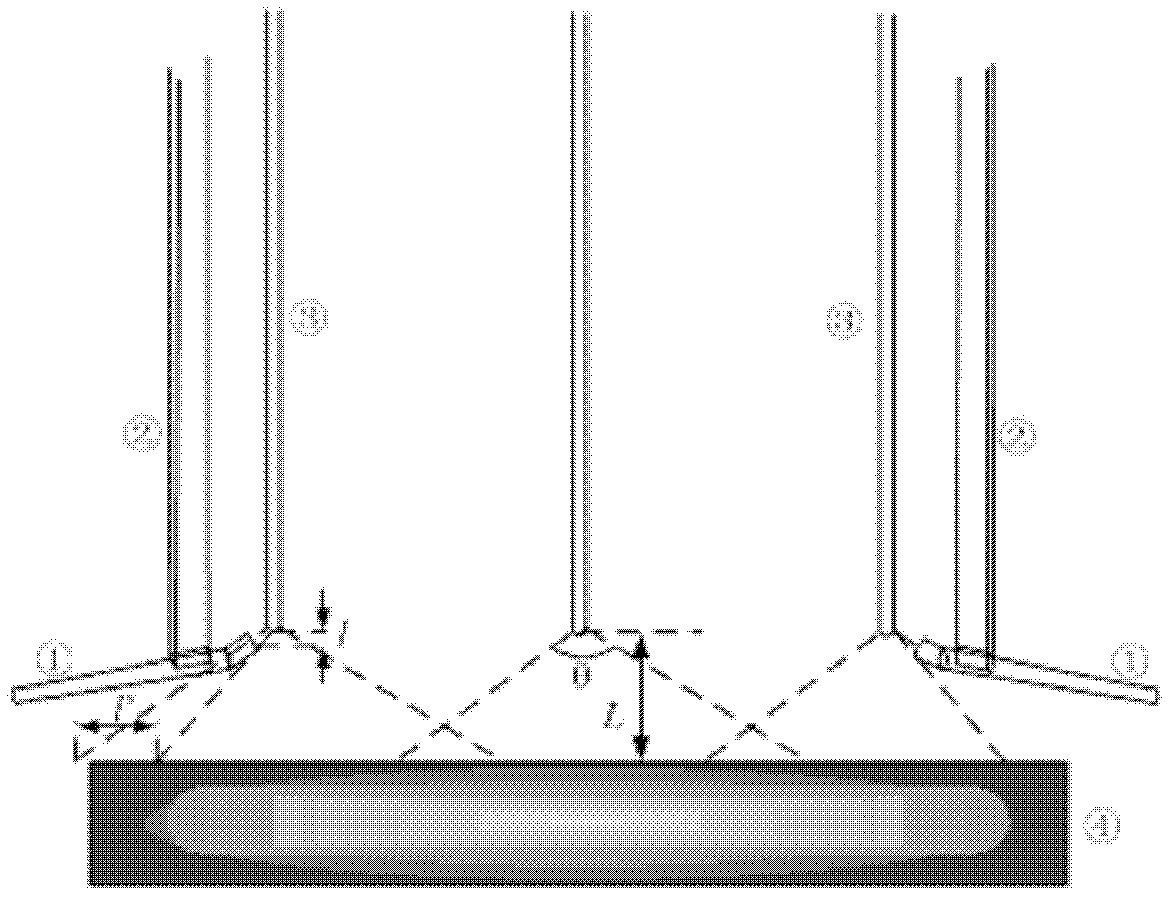
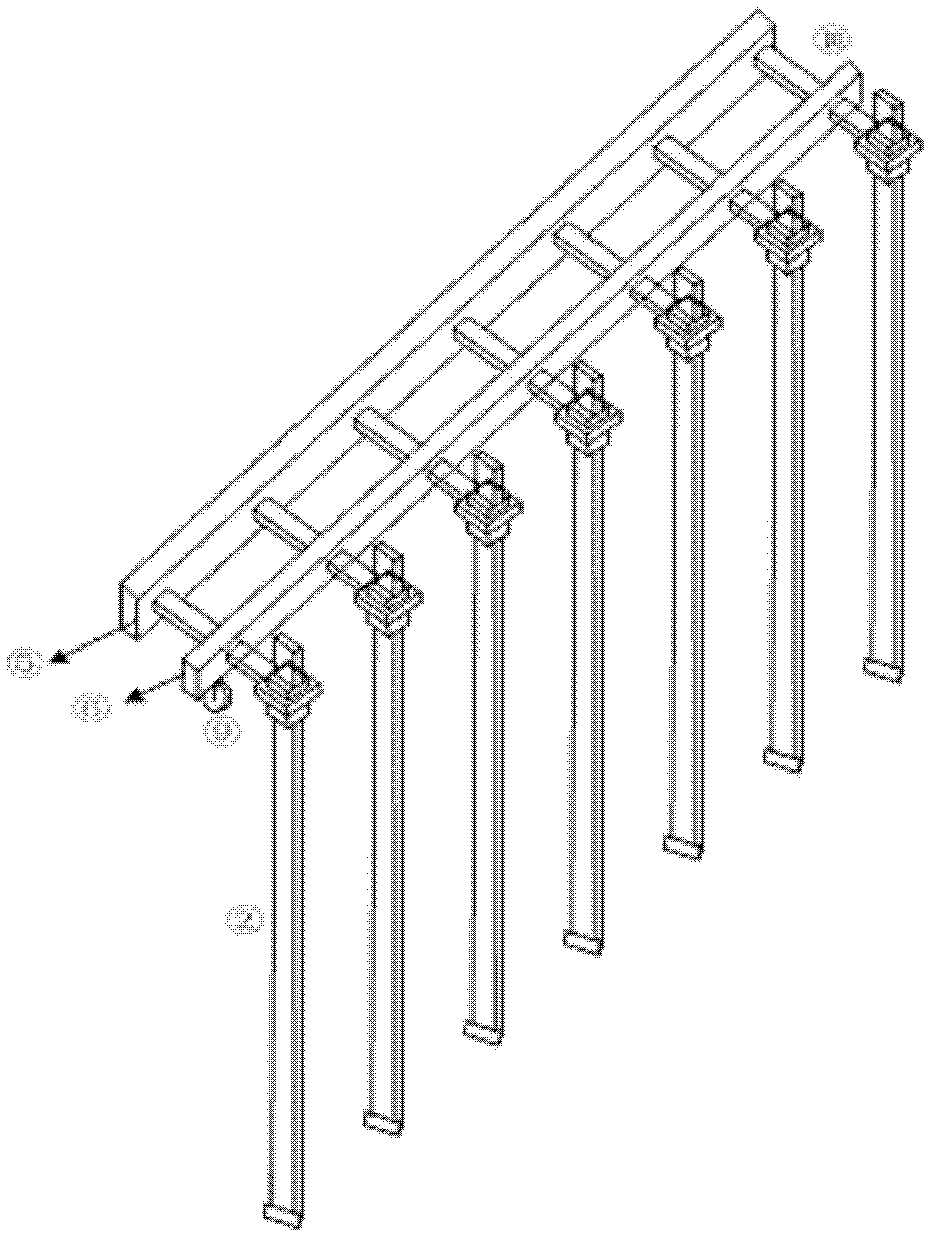
[0023] Continuous casting machine parameters: straight arc wide and thick slab continuous casting machine, 0 section is vertical bending section, 1-6 section is arc section, 7-8 section is straightening section, 9-14 section is horizontal section, streamline The total length is 35.5m; the cross-sectional width specifications of the slabs for production are 1600mm, 1800mm and 2100mm respectively, and each sector is equipped with 7 rows of spray pipes, and each row is equipped with 3 nozzles at equal intervals. The height of the nozzles from the upper surface of the slab is uniform is 480mm, the spray angle of the nozzle is 110°, and the original coverage width of the secondary cooling water in the transverse direction of the slab is 2470mm.
[0024] The specific parameters in the implementation of the present invention are: the on-line automatic adjustment of the second cold water spray width guide device system is installed on both sides of the casting stream in the arc section...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com