


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Large arc casting calibrating method
A calibration method and an arc-shaped technology are applied in the field of calibration of large arc-shaped castings, which can solve the problems of complex tooling equipment, potential safety hazards, and difficult tooling, etc., and achieve the effects of low cost, no potential safety hazards, and convenient operation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
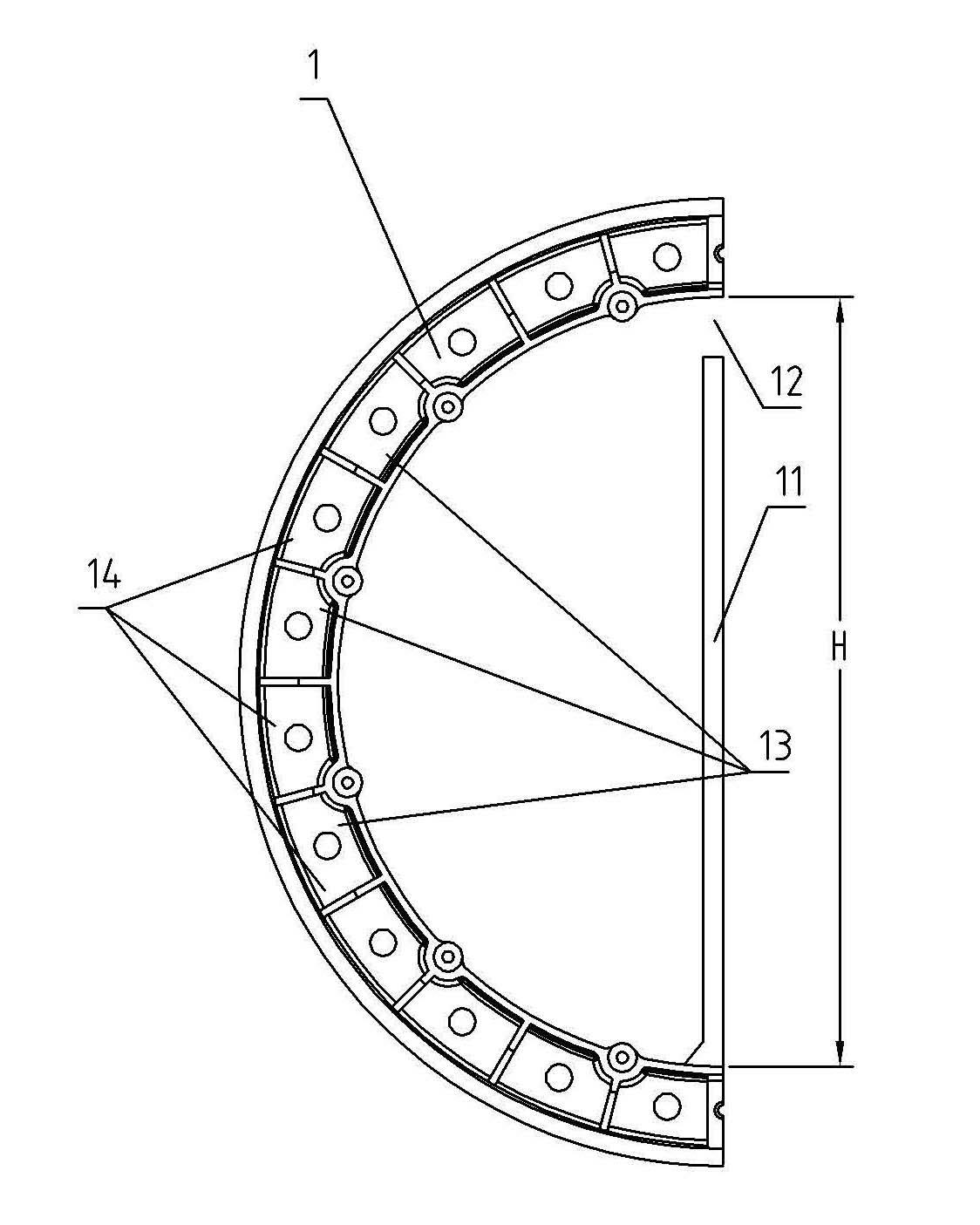
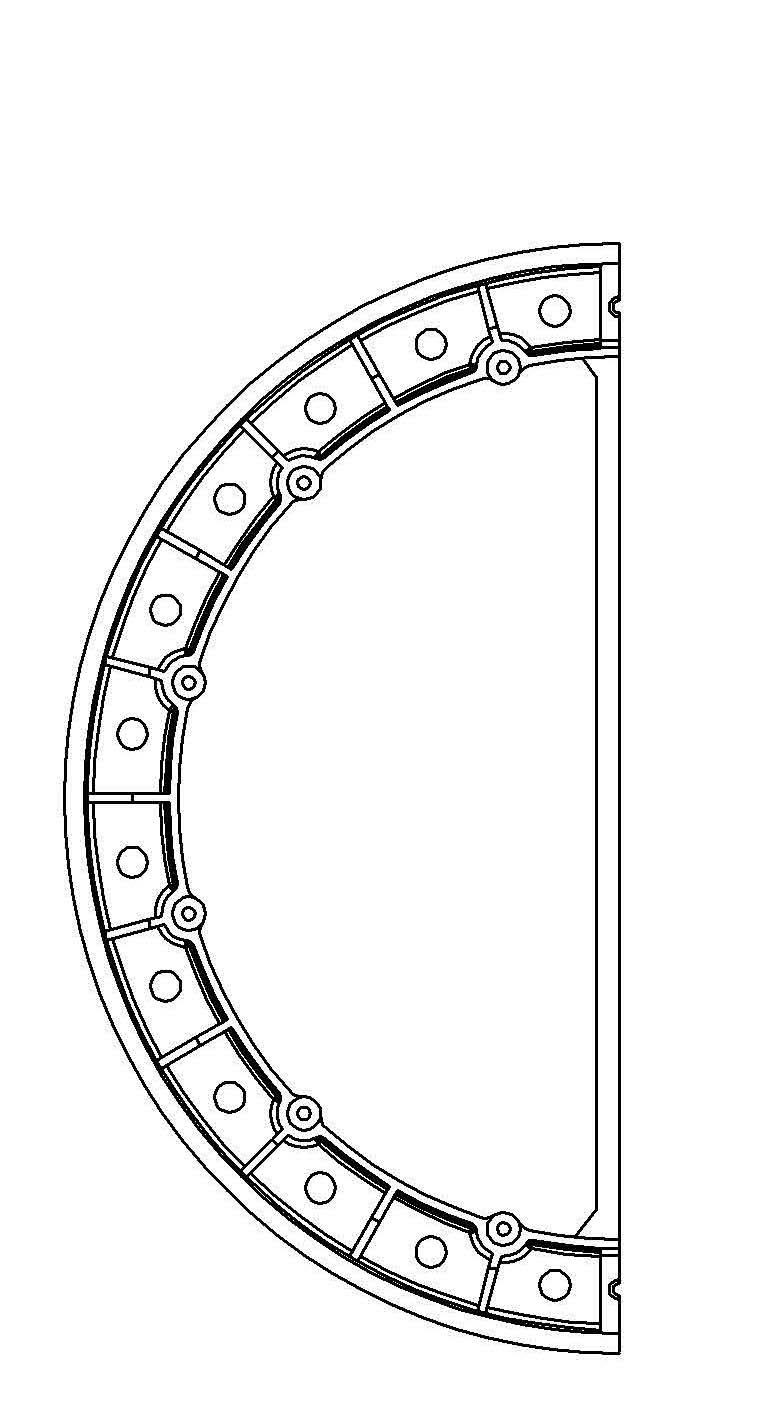
[0038] Such as Figure 1-2 As shown, a kind of rotary kiln half gear casting, material ZG35SiMn, blank weight 20500kg, surface hardness requirement is HB190~230, inner circle size Φ7220mm, wheel flange thickness 190mm, the design requires that the wheel flange thickness should be uniform after processing, and its opening deviation should not be allowed If it exceeds 5% of the design size on the drawing, it is found that the opening size is about 30mm away from the cross-line measurement and needs to be corrected.
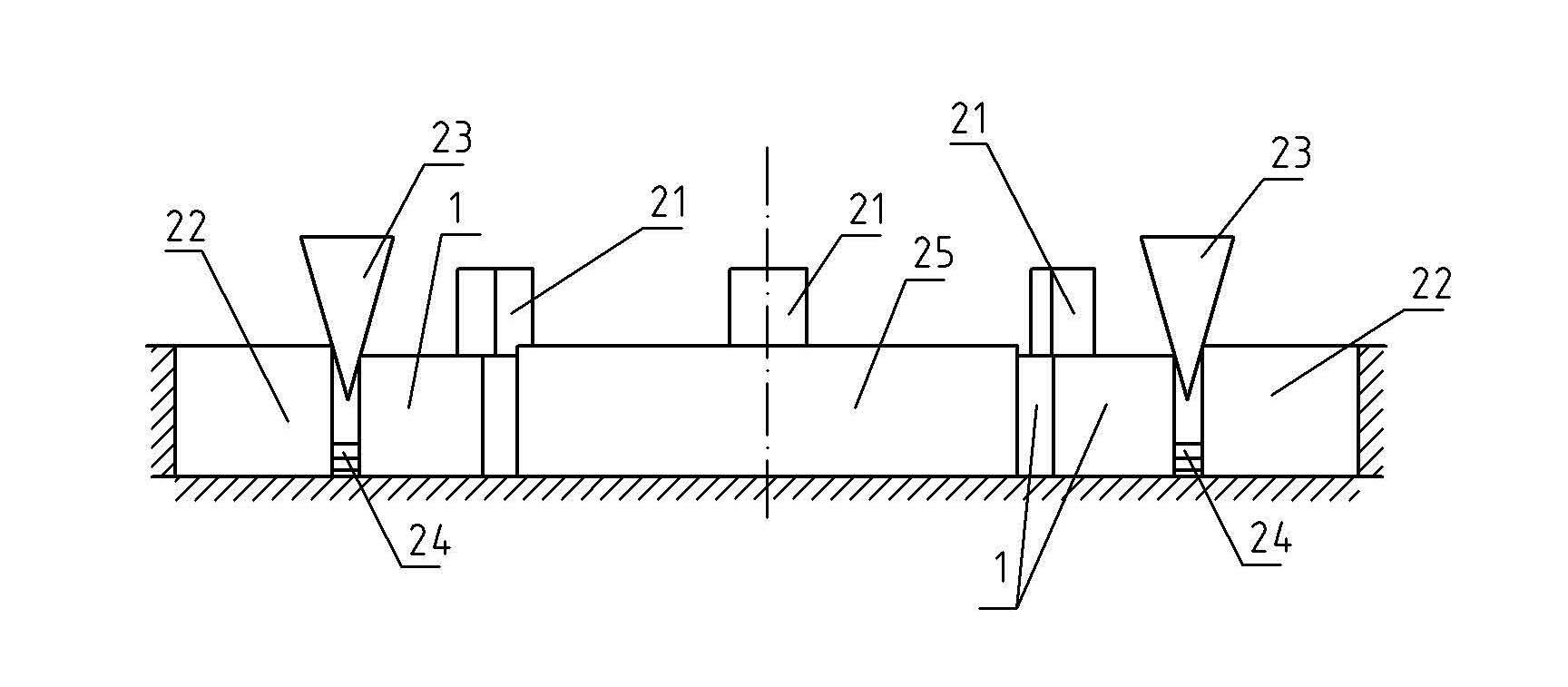
[0039] First cut one end of the brace 11, leaving a gap of 50-60mm. The whole is heated to 500-550℃ for 8h, then it is quickly hung out of the furnace and placed on a flat plate. figure 1 The shown inner zone 13 is evenly blown and cooled, and the size of the opening is measured to find that the size is shrinking (that is, the size becomes smaller). When the size is reduced to about 38mm (including the linear expansion size), the gap 12 is filled with wedge iron or thin...
Embodiment 2
[0041] Such as Figure 1-2 As shown, a rotary kiln half gear casting is made of ZG42CrMo, the rough weight is 20500kg, the surface hardness is required to be above HB200, the outer circle size is Φ7600mm, and the rim thickness is 180mm. The design requires that the thickness of the rim after processing should be uniform, and the opening deviation should not be allowed. It is more than 5% of the size shown in the figure; the opening size of the rotary kiln half-gear castings is found to be shrunk by about 60mm after the crossed measurement, and correction is needed.
[0042] First cut one end of the lacing bar 11, heat the whole into the furnace and heat it to 500~550℃ for 8.5h and then hung it off quickly. At the same time, put a pile of coke on the flat ground and ignite it with an oxygen-propane flame, insert a duct for ventilation to keep burning ;will figure 1 The inner zone 13 shown is placed flat on the burning coke and heated, and the movable air pipe pair is held manually...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com