Cold-type casting welding method of roller necks
A technology of casting welding and cold molding, which is applied in the field of casting, can solve the problems of not being able to meet the mass production model, not meeting the product quality requirements, and difficult to guarantee the drying effect, so as to shorten the time of roll repairing, improve the ability of washing, good drying effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0015] Below in conjunction with embodiment and accompanying drawing, the present invention is described in further detail:
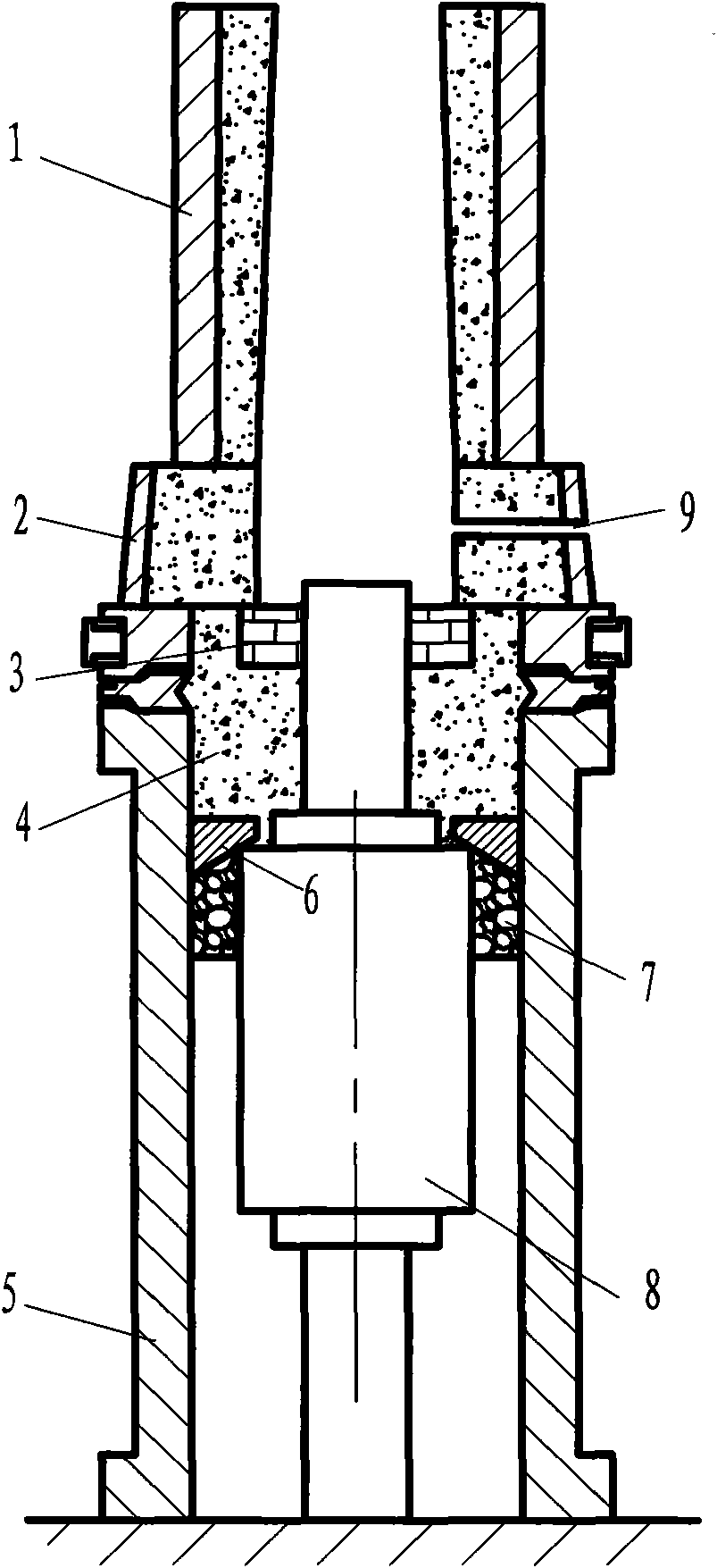
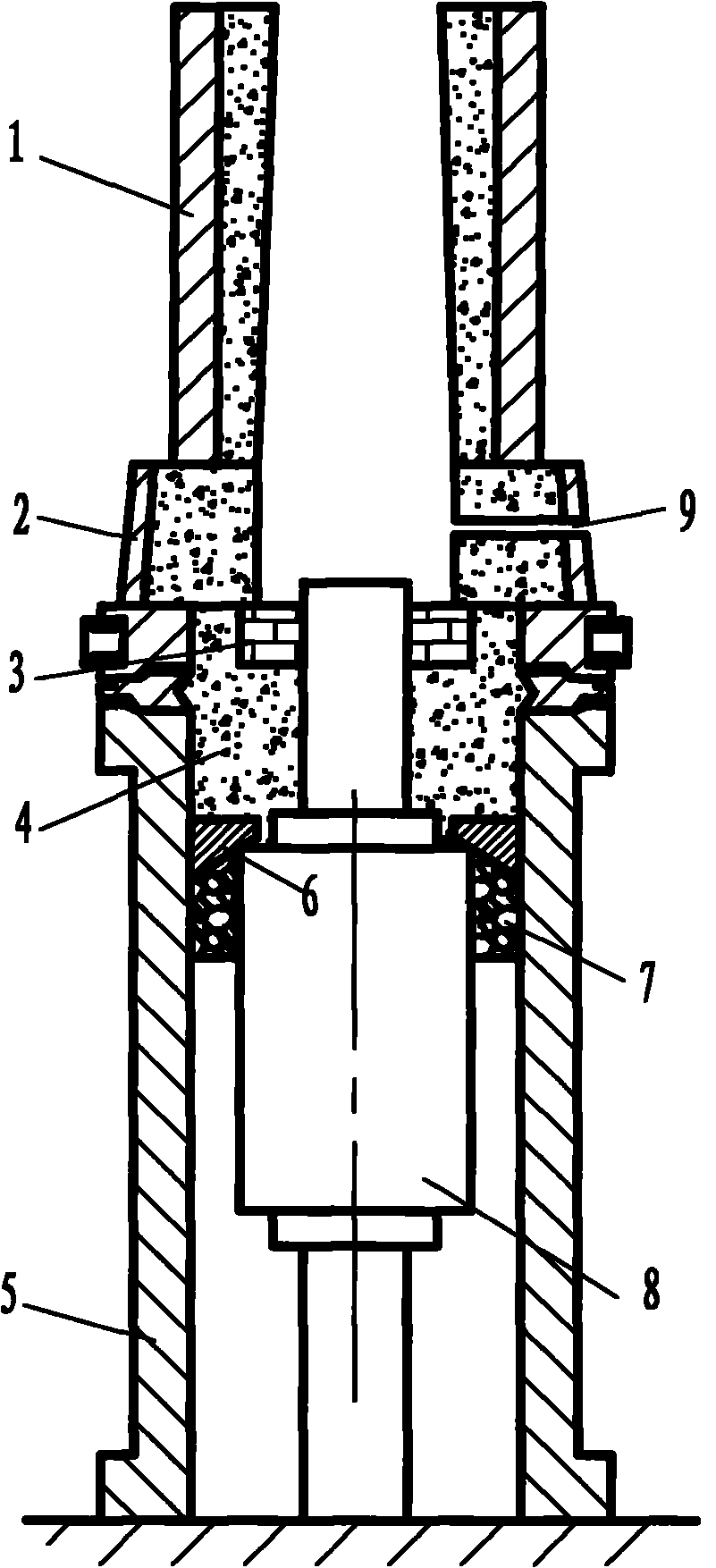
[0016] The invention discloses a cold mold casting and welding method of a roll neck, which comprises the steps of cold forming a vertical roll, adjusting verticality, fixing with inclined iron, filling and making, baking, box closing, washing and melting, and pouring. The operation requirements of each process are as follows:
[0017] 1) In the process of cold vertical roll and verticality adjustment
[0018] After the roll neck part of the roll 8 that needs to be cold-form casted is cut off, it is erected into the cold form 5, and then the verticality of the roll 8 is adjusted so that the central axis of the roll is 90° to the horizontal plane.
[0019] 2) Fixed process
[0020] First fill the upper part of the working surface of the internal roll 8 of the cold form 5 with rock wool 7 to wrap the working surface, and then fix the roll in the cold fo...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com