Regulation method for a cold-rolling train with complete mass flow regulation
An adjustment method, technology for cold rolling mills, applied in the direction of driving devices for metal rolling mills, rolling mill control devices, metal rolling, etc., capable of solving problems such as slow monitoring adjustments, insufficient corrections, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
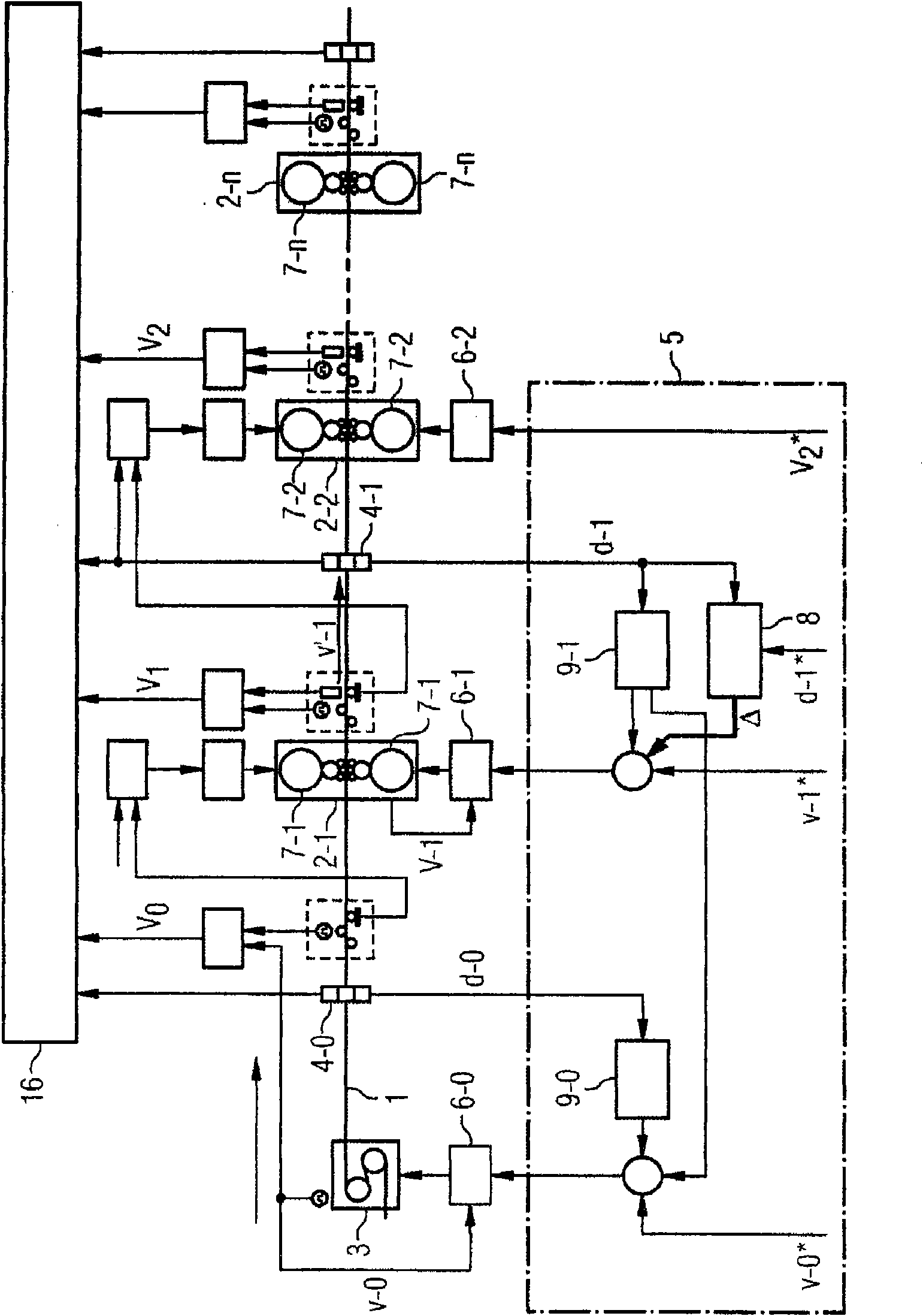
[0045] according to figure 1 , the cold-rolling mill row for rolling the cold-rolled steel strip 1 has a plurality of stands 2 . The frame 2 is passed through by the cold-rolled steel strip 1 successively.
[0046]Wherever necessary, place a number or letter n accordingly following rack 2 with a hyphen below. The number "1" here stands for the first passing rack 2, the number "2" stands for the next passing rack 2, and the letter "n" stands for the last passing rack 2. The same processing is also to be understood in connection with other elements and variables marked with reference numerals, if this is necessary.
[0047] Furthermore, the cold rolling train has a strip conveyor 3 . The strip conveying device 3 is arranged in front of the first passing frame 2-1. The strip conveying device 3 according to figure 1 Structured as S roll group. This strip conveyor 3 is partly referred to below as "stand zero". Correspondingly, elements and variables associated with the strip...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com