Method for casting cabin casts of aerogenerators
A technology for wind power generators and castings, applied in the direction of casting molding equipment, casting molds, casting mold components, etc., can solve the problems of easy deformation, large residual stress, low casting yield, etc. non-deformable effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0017] Below in conjunction with accompanying drawing and specific implementation example, the present invention will be further described:
[0018] A casting method for a wind turbine nacelle casting, which comprises the following steps:
[0019] 1) Mold manufacturing, carry out mold design and determine the parting surface, the mold adopts three-box shape, the model adopts Northeast Korean pine as material, and the bottom frame of the model is welded by 200mm×200mm×10mm thick square tube, and The length direction is made of a whole square tube, mainly to prevent the mold from deforming and improve the overall comprehensive performance of the mold. Lay 2 layers of wood boards and 1 layer of plywood with a thickness of not less than 20mm on the template;
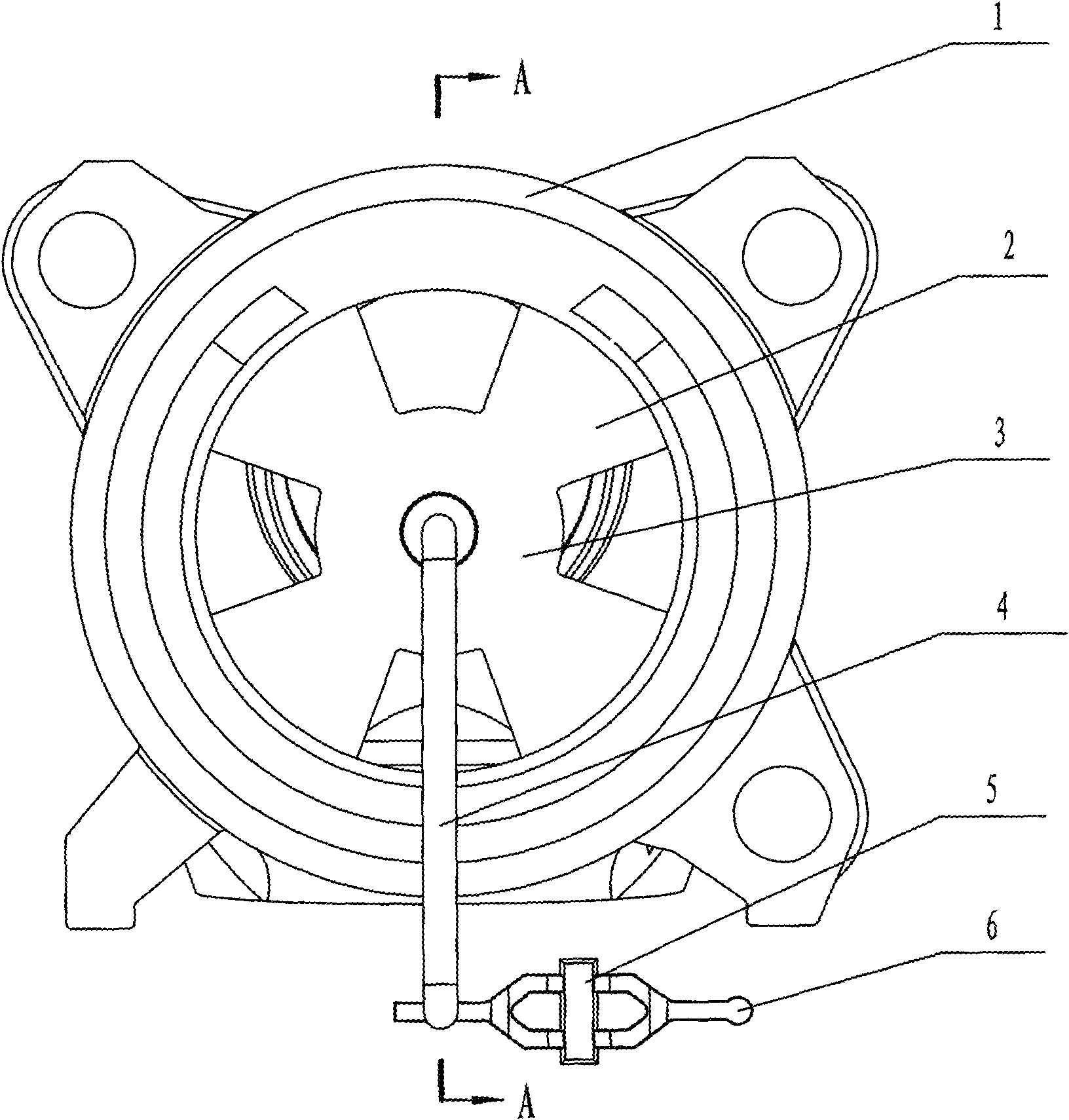
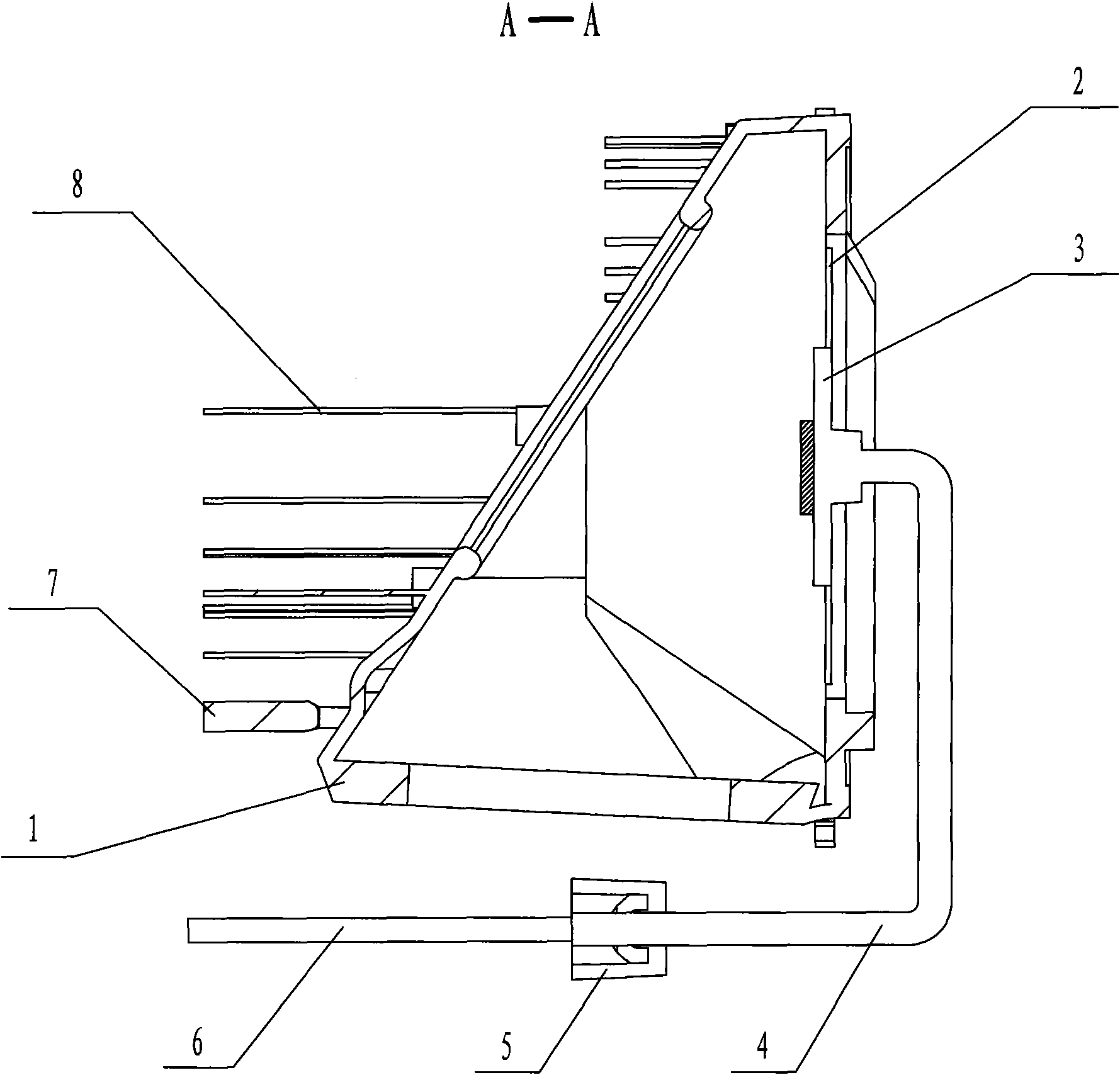
[0020] 2) sand mold manufacturing, the ingate II2 is set in the main bearing round hole on the bottom surface of the casting cavity, the number of ingate II2 is 4, and the ingate II2 is a split gate with a thickness of 10mm...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com