


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Friction extrusion method for preparing aluminium silicon alloy section bar
A technology of aluminum-silicon alloy and extrusion method, which is applied in the field of metal forming processing, can solve the problems of high equipment and mold requirements and difficult material forming, achieve low equipment and mold requirements, eliminate casting defects, and have a good silicon phase refinement effect Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
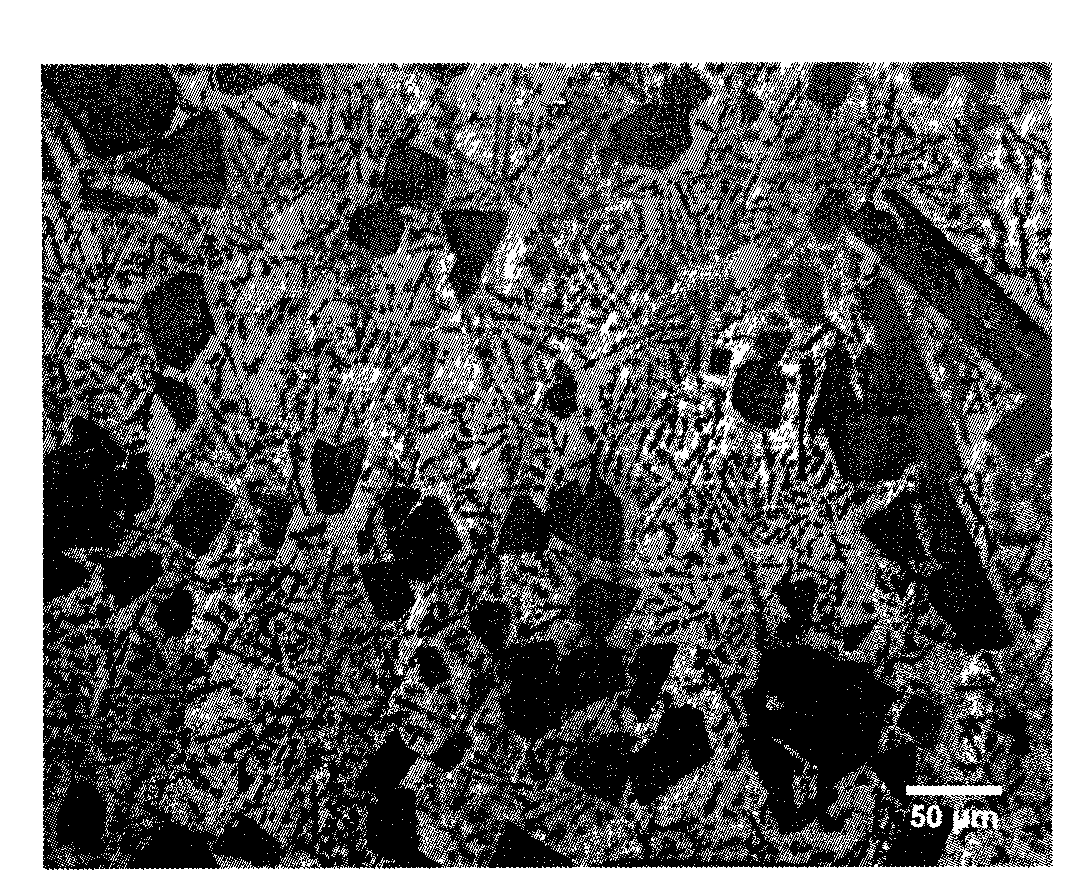
[0018] Friction extrusion processing of Al-30% Si alloy:
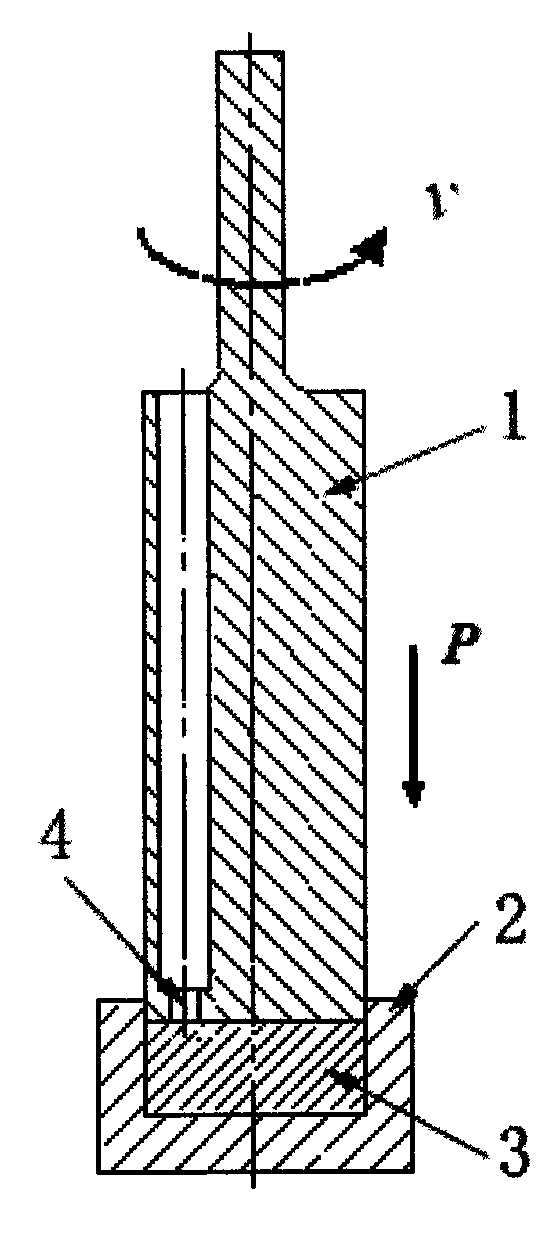
[0019] A. Manufacture a friction extrusion head with Φ4 eccentric hole;
[0020] B. The friction extrusion head rubs against the surface of the Al-30% Si alloy billet, and the friction relative speed reaches 530 revolutions per minute. At the same time, an extrusion force of 5 MPa is applied to extrude a Φ4 profile from the eccentric hole of the friction extrusion head, wherein The average diameter of silicon phase particles reaches 1.3 microns.
Embodiment 2
[0022] Friction extrusion processing of Al-12% Si alloy:
[0023] A. Manufacture a friction extrusion head with Φ4 eccentric hole;
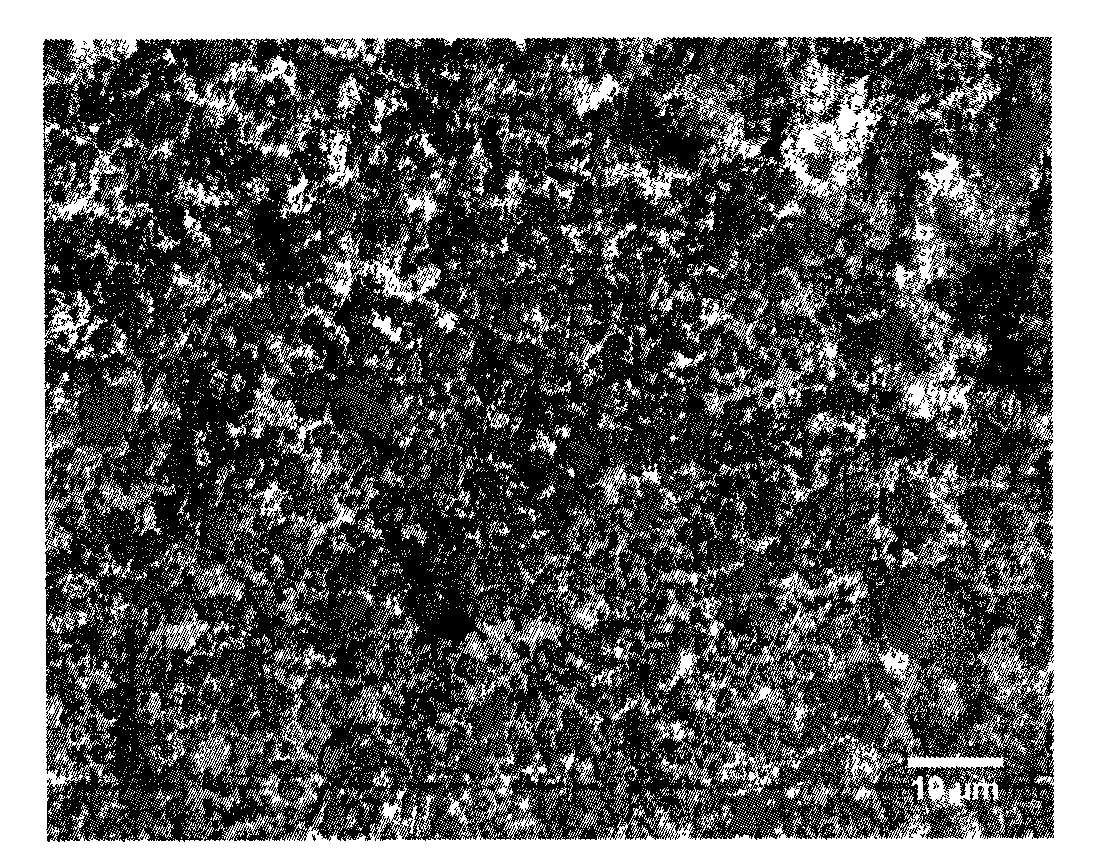
[0024] B. The friction extrusion head rubs against the surface of the Al-12% Si alloy billet, and the friction relative speed reaches 530 revolutions per minute. At the same time, an extrusion force of 5 MPa is applied to extrude a Φ4 profile from the eccentric hole of the friction extrusion head, wherein The average diameter of silicon phase particles reaches 1.0 micron.
Embodiment 3
[0026] Friction extrusion processing of Al-6%Si alloy:
[0027] A. Manufacture a friction extrusion head with Φ4 eccentric hole;
[0028] B. The friction extrusion head rubs against the surface of the Al-6% Si alloy billet, and the friction relative speed reaches 530 revolutions per minute. At the same time, an extrusion force of 5 MPa is applied to extrude a Φ4 profile from the eccentric hole of the friction extrusion head, wherein The average diameter of silicon phase particles reaches 0.9 microns.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com