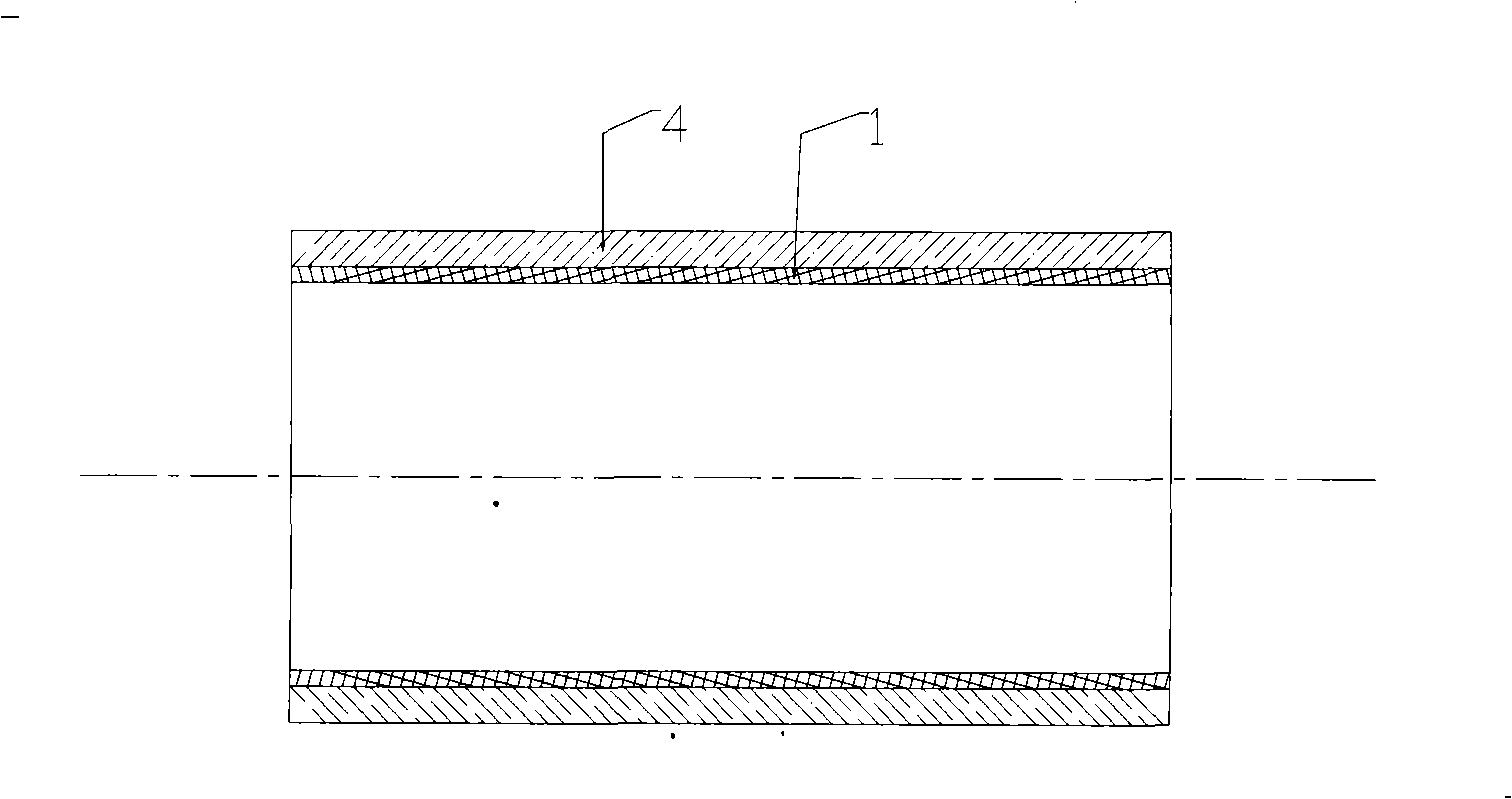
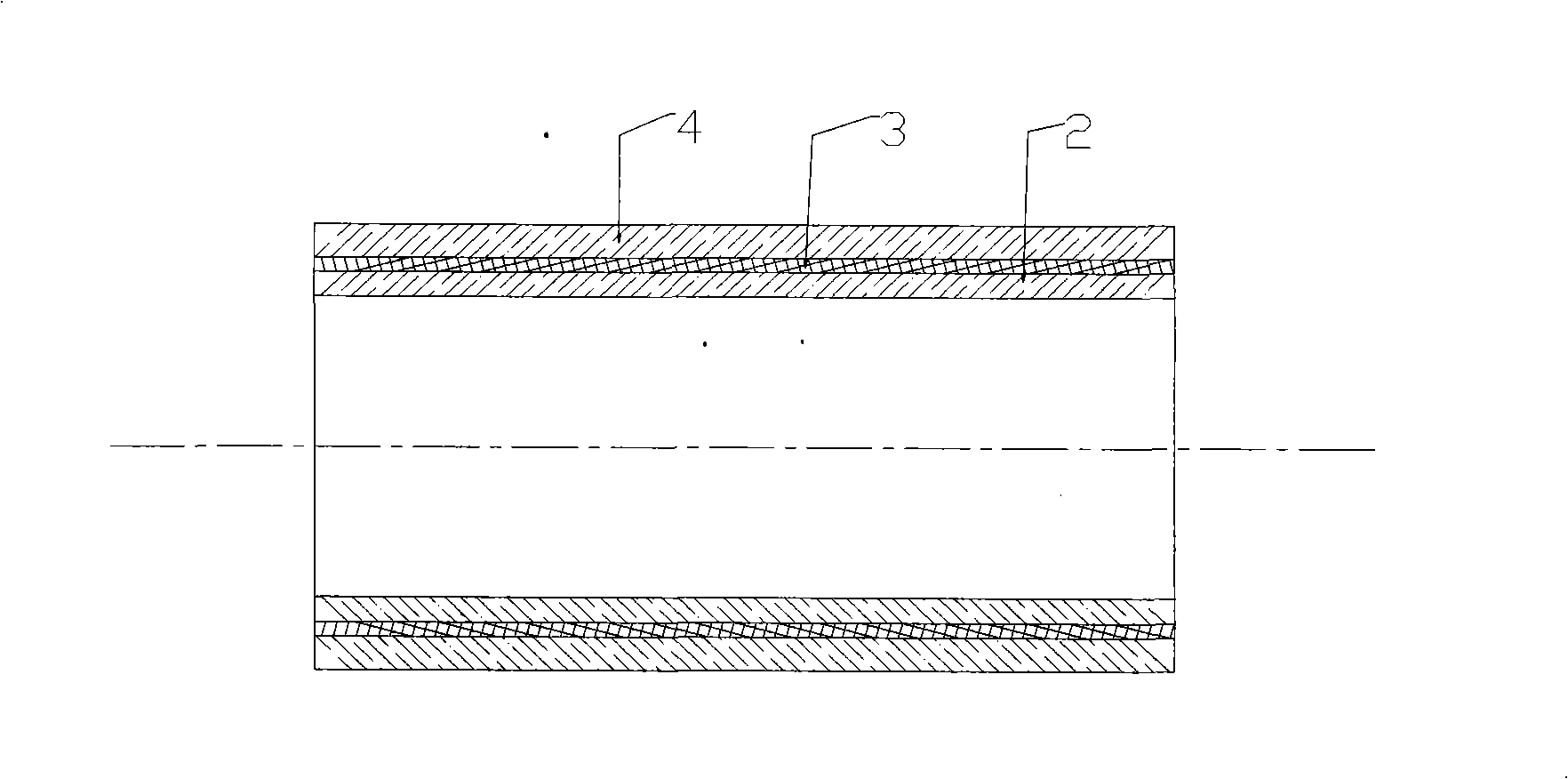
Three-layer tetrafluoroethylene resin film-wound fuel hose and manufacturing method thereof
A technology of tetrafluoroethylene resin and fuel hose, applied in the direction of hoses, pipes, tubular objects, etc., can solve problems such as difficulty in extruding the resin layer
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0023] To produce a three-layer fuel hose with an inner diameter of 7.3±0.3mm×10.4±0.5mm×1000±3mm, the steps are as follows:
[0024] 1. Extrusion process
[0025] ①Single-screw straight extruder with a core to extrude the inner layer of fluororubber in the hose, the diameter of the mandrel is 7.3±0.1mm, the extrusion temperature: 95°C, 85°C, 85°C, 75°C, and the extrusion wall thickness is 0.5mm , extrusion speed 16m / min.
[0026] ②Select the F200 film with a model size of 0.05mm×25mm, and wrap it on the outside of the inner rubber through a cloth wrapping machine, with a lap width of 2mm; the winding line speed is 16m / min, and the ratio of rotation speed to line speed is 40:1.
[0027] ③ After traction, the outer layer of rubber is coated directly through a single-screw T-type extruder. The outer layer of rubber can be selected from chlorohydrin rubber, chlorosulfonated polyethylene rubber, chlorinated polyethylene rubber, acrylate rubber, butadiene rubber according to the d...
Embodiment 2
[0037] To produce a three-layer fuel hose with an inner diameter of 14.5±0.3mm×18.8±0.5mm×1000±3mm, the steps are as follows:
[0038] 1. Extrusion process
[0039] ①Single-screw straight extruder with a core to extrude the inner layer of fluorine rubber in the hose, the diameter of the mandrel is 14.2±0.1mm, the extrusion temperature: 90°C, 80°C, 80°C, 70°C; the extrusion wall thickness is 0.7mm , extrusion speed 12m / min.
[0040] ② Select the F200 film with a model size of 0.05mm×35mm, and wrap it on the outside of the inner rubber through a cloth wrapping machine, with a lap width of 2mm; the winding line speed is 16m / min, and the ratio of rotation speed to line speed is 35:1.
[0041] ③ After traction, the outer layer of rubber is coated directly through a single-screw T-type extruder. The outer layer of rubber can be selected from chlorohydrin rubber, chlorosulfonated polyethylene rubber, chlorinated polyethylene rubber, acrylate rubber, butadiene rubber according to the...
Embodiment 3
[0051] To produce a three-layer fuel hose with an inner diameter of 25±0.3mm×29.5±0.5mm×1000±3mm, the steps are as follows:
[0052] 1. Extrusion process
[0053] ①Single-screw straight extruder with a core to extrude the inner layer of fluororubber in the hose, the diameter of the mandrel is 25±0.1mm, the extrusion temperature: 85°C, 75°C, 75°C, 65°C; the extrusion wall thickness is 0.8 mm, extrusion speed 10m / min.
[0054] ②Select the F200 film with a model size of 0.05mm×40mm, and wrap it on the outside of the inner rubber through a cloth wrapping machine, with a lap width of 2mm; the winding line speed is 10m / min, and the ratio of rotation speed to line speed is 32:1.
[0055] ③ After traction, the outer layer of rubber is coated directly through a single-screw T-type extruder. The outer layer of rubber can be selected from chlorohydrin rubber, chlorosulfonated polyethylene rubber, chlorinated polyethylene rubber, acrylate rubber, butadiene rubber according to the design ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| The inside diameter of | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com