Method for detecting optical photograph of large mold casting blank
A technology of optical photography and detection methods, applied in the direction of using optical devices, measuring devices, instruments, etc., can solve the problems of tool wear, long inspection time, and decreased accuracy of processing equipment, so as to reduce cost consumption, speed up production cycle, The effect of improving operating time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
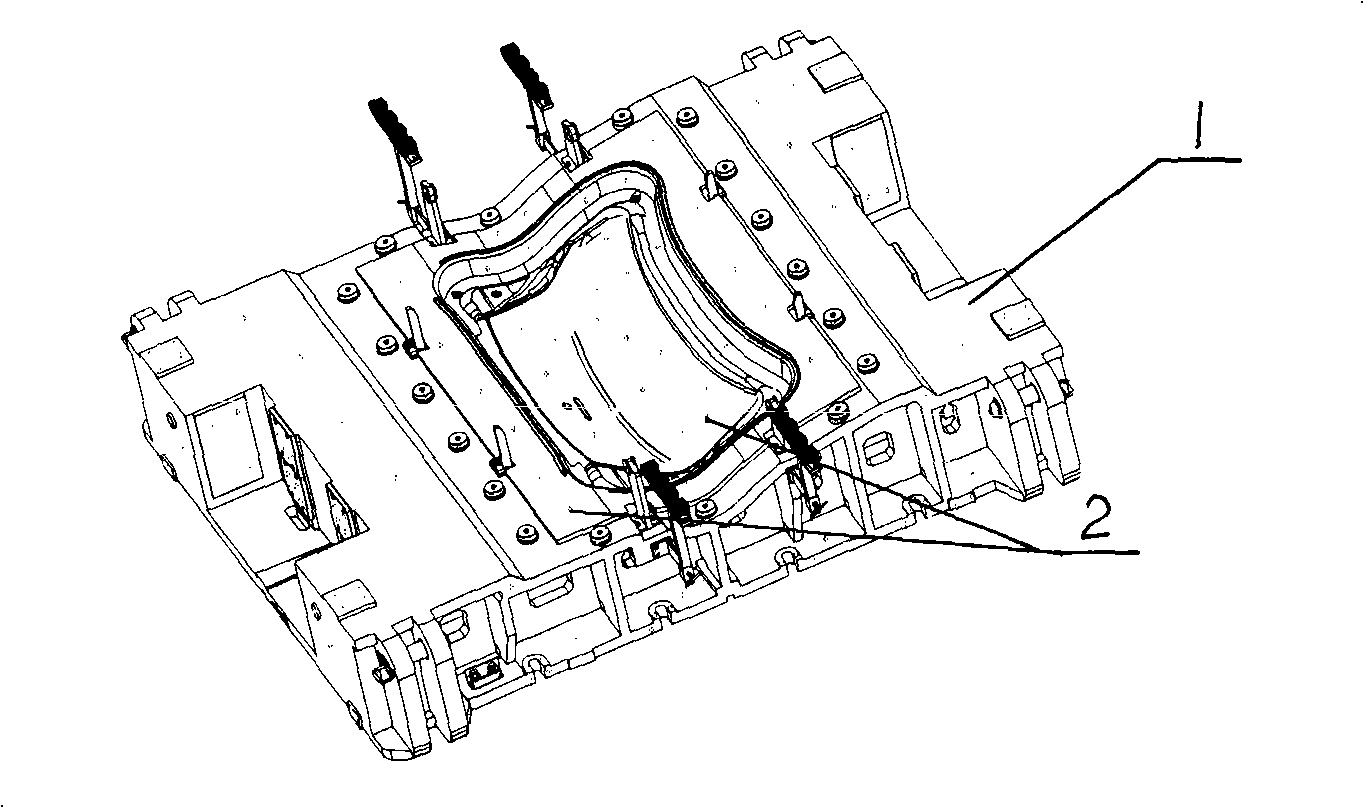
[0012] Such as figure 1 As shown, the entity of casting 1 should be opened before work to fully confirm the shape, size, processing area, non-processing area and related structural positions of the entity. Then paste the processing surface, interference surface, boss formed in the casting process and the peripheral non-processing surface of the workpiece 2; collect data on all the processing surfaces of the casting blank; ensure that the final data deviation of the collection points is less than 0.5 pixels , the scale deviation is less than 0.15mm, and there are about 1000 points on this casting. After posting point 2, check the entire casting, and find out if there is any omission, and supplement it.
Embodiment 2
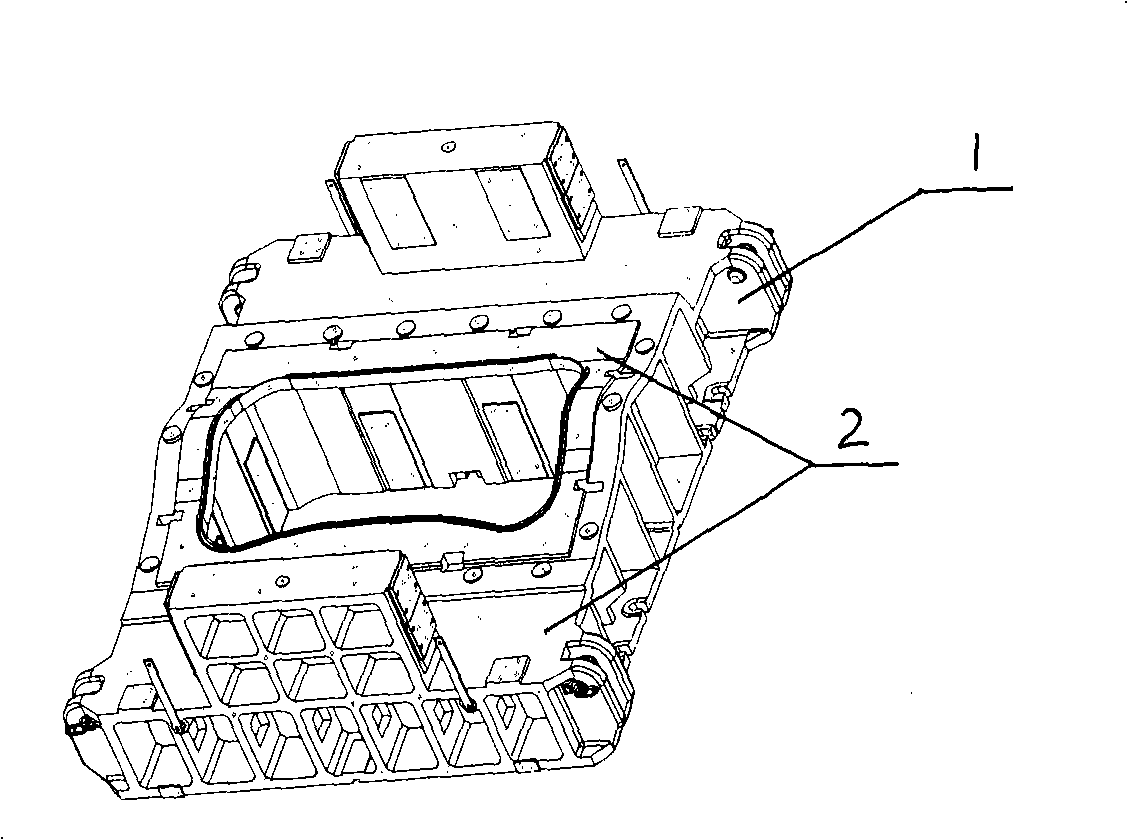
[0014] Such as figure 2 As shown, the entity of casting 1 should be opened before work to fully confirm the shape, size, processing area, non-processing area and related structural positions of the entity. Then paste the processing surface, interference surface, boss formed in the casting process and the peripheral non-processing surface of the workpiece 2; collect data on all the processing surfaces of the casting blank; ensure that the final data deviation of the collection points is less than 0.5 pixels , the scale deviation is less than 0.15mm, and there are about 1000 points on this casting. After posting point 2, check the entire casting, and find out if there is any omission, and supplement it.
Embodiment 3
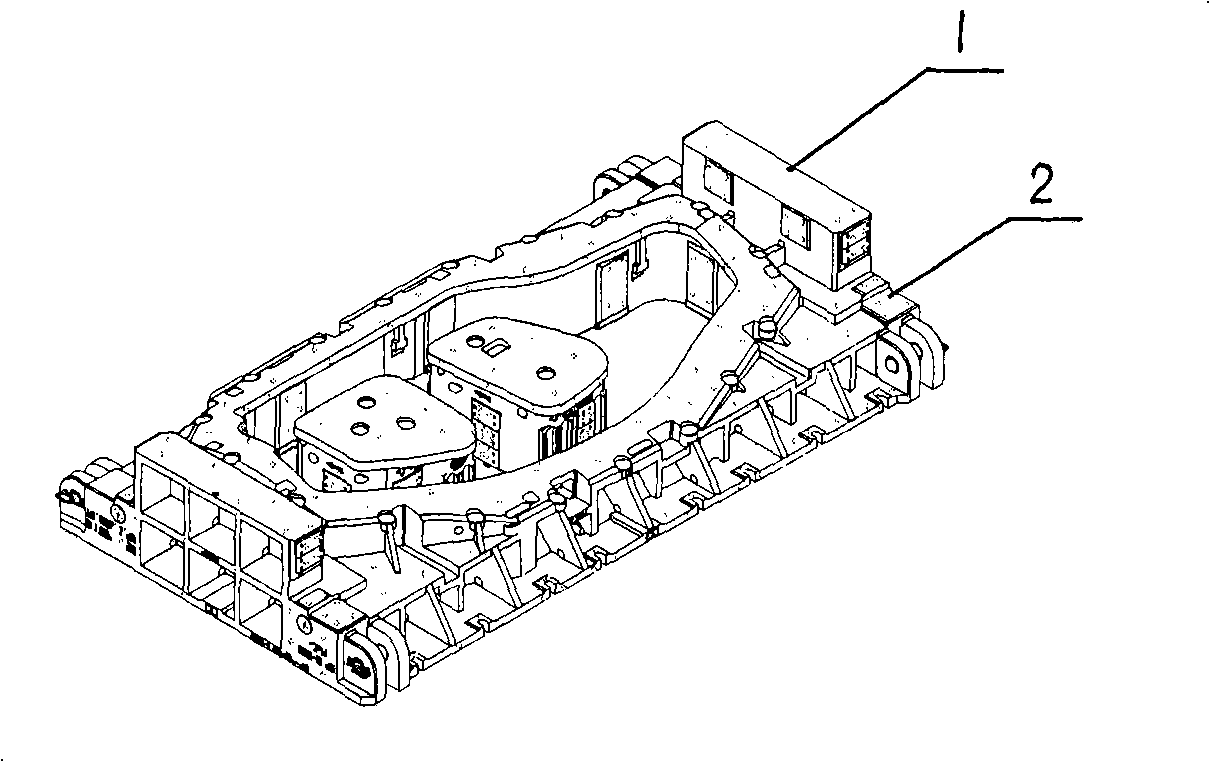
[0016] Such as image 3 As shown, the entity of casting 1 should be opened before work to fully confirm the shape, size, processing area, non-processing area and related structural positions of the entity. Then paste the processing surface, interference surface, boss formed in the casting process and the peripheral non-processing surface of the workpiece 2; collect data on all the processing surfaces of the casting blank; ensure that the final data deviation of the collection points is less than 0.5 pixels , the scale deviation is less than 0.15mm, and there are about 1000 points on this casting. After posting point 2, check the entire casting, and find out if there is any omission, and supplement it.
[0017] Determine the alignment datum of NC machining, input the CAD data into the alignment environment with the die center coordinate system, and ensure the same datum as the NC machining to create a coordinate system for the collected data in 3-2-1, requiring the flatness of...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com