


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Coiling temperature control device and control method
A technology for coiling temperature and control devices, which is applied in temperature control and electric temperature control, etc., which can solve the problems of excessive calculation amount and undisclosed difference calculation time interval determination, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
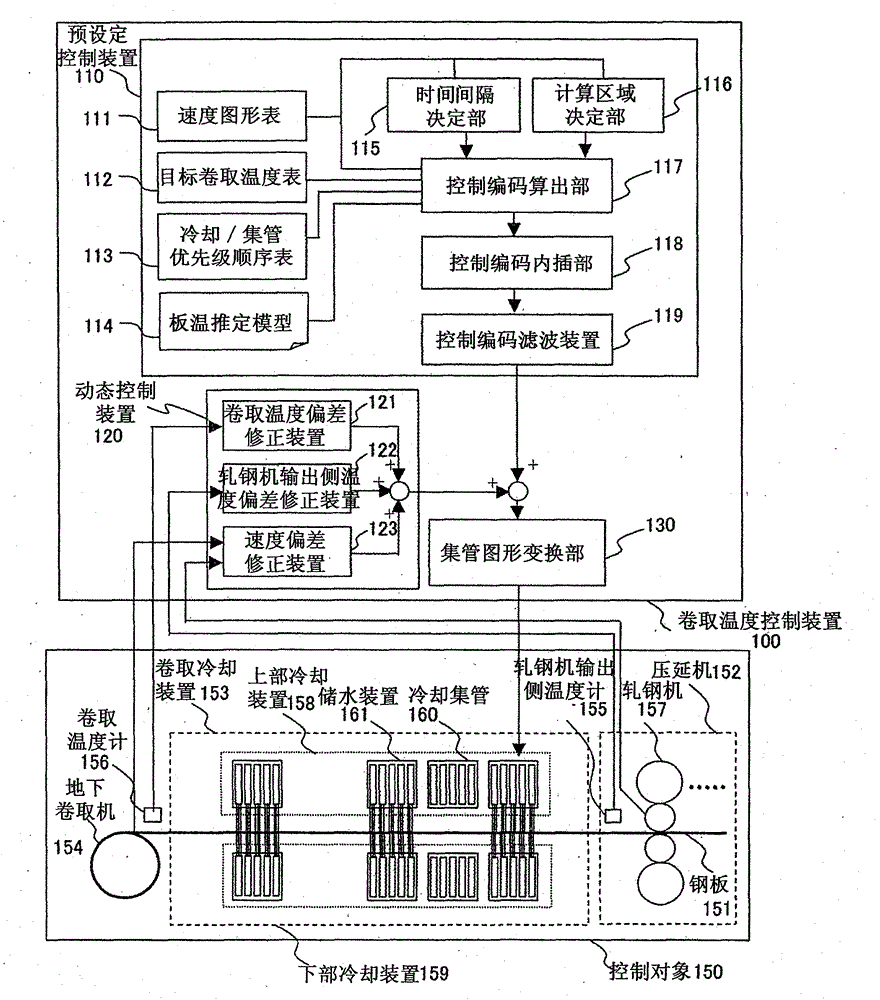
[0048] figure 1 An example of the coiling temperature control system of the present invention is shown. The coiling temperature control device 100 receives various signals from the control object 150 and outputs a control signal to the control object 150 . First, the configuration of the control object 150 will be described. In the present embodiment, the control object 150 is a coiling temperature control device for hot rolling, and the coiling cooling device 153 is used to cool the steel plate 151 rolled by the rolling mill 157 of the rolling section 152 at a temperature of about 900° C. The coiler 154 coils. In the tandem rolling, about seven rolling mills are used for continuous rolling, so the rolling mill 157 in the figure corresponds to the final rolling stand. In addition, a rolling table like a furnace rolling mill may reciprocate rolling, and any one of them can be applied to the present invention.
[0049] The coiling cooling device 153 includes an upper cooling...
Embodiment 2
[0128] The following shows an example in which the time interval of the difference calculation is optimized every time according to the current steel plate speed. Figure 16 The processing of the time interval determination unit 115 in this case is shown. The time interval determination unit 115 is activated every time a new calculation time is received from the control code calculation unit 117, and the time interval is calculated and output. In S16-1, the current calculation time is read from the control code calculation unit 117, and the board speed at that time is calculated. In S16-2, the standard time interval is calculated according to the formula (2) based on the plate speed and the nozzle spacing in the longitudinal direction of the steel plate. Then, based on the standard time interval, the time interval for the difference calculation is calculated according to the formula (3), and is output to the control code calculation unit 117 .
[0129] In the first embodimen...
Embodiment 3
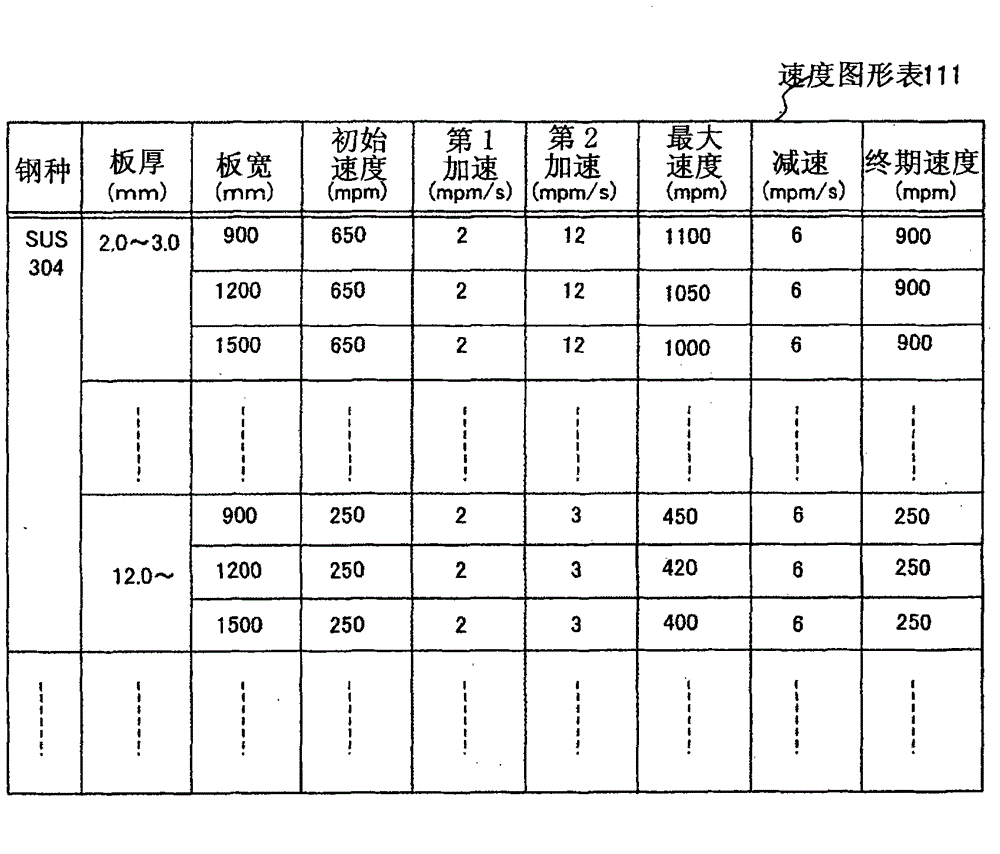
[0131] Next, an example in the case where the calender is a furnace rolling mill will be shown. Figure 17 The structure of the speed graph table 111 corresponding to rolling in a furnace coil is shown. With respect to the steel grade, plate thickness, and plate width, the front end of the steel plate 151 is rolled from the calender 157 to the speed at which it is coiled on the downcoiler 154 (initial speed), and then the constant speed after being rapidly accelerated ( maximum speed), the rear end of the steel sheet 151 is rapidly decelerated before being rolled out from the rolling mill 157, and stratified to the speed (final speed) before being coiled by the downcoiler 154.
[0132] The time interval determination unit 115 , the calculation area determination unit 116 , and the control code calculation unit 117 determine the steel type, plate thickness, and plate width of the coil, and extract the corresponding speed pattern from the speed pattern table 115 . For example, ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com