Ultra-low hydrogen basic electrode for WB36 steel welding
A WB36, basic electrode technology, applied in the direction of welding medium, welding equipment, welding/cutting medium/material, etc., can solve the problems of no patent and literature reports for steel electrodes, and achieve uniform slag coverage and molten pool fluidity Good, good process performance effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] All embodiment welding rods are all made by common welding rod pressure coating machine:
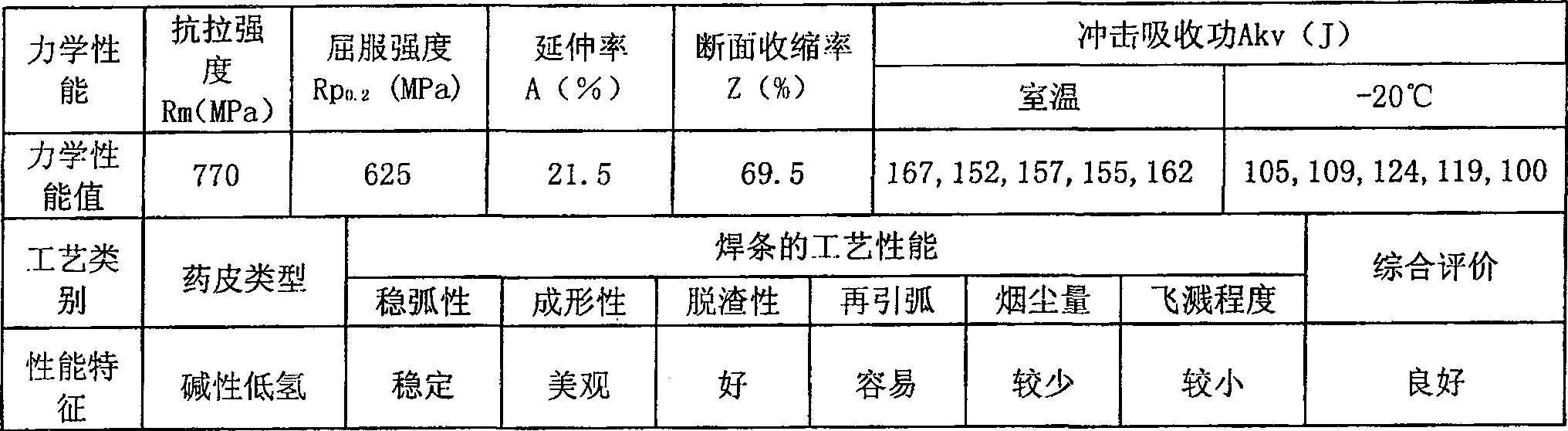
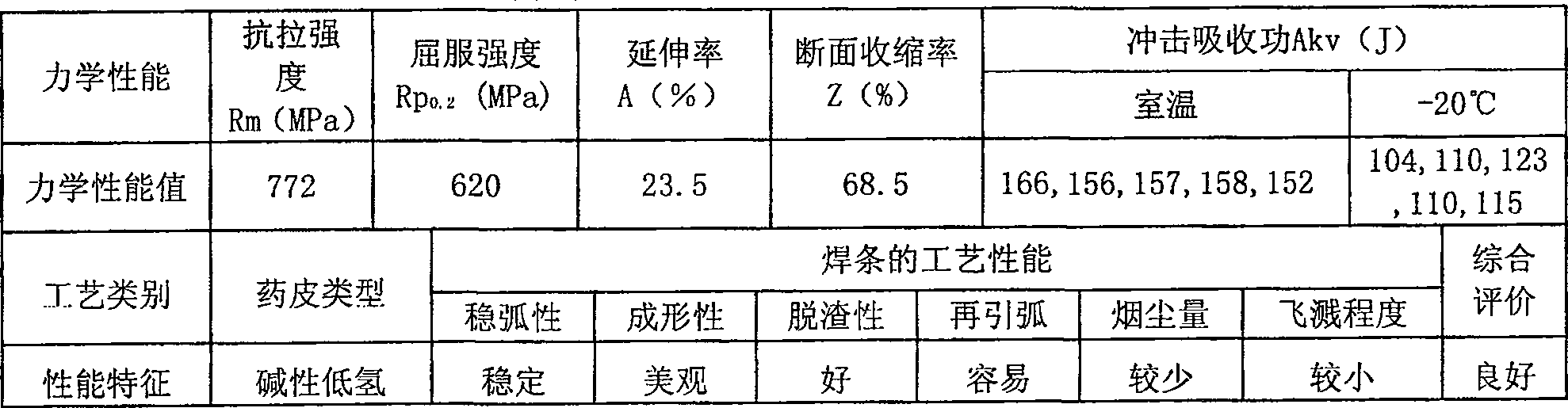
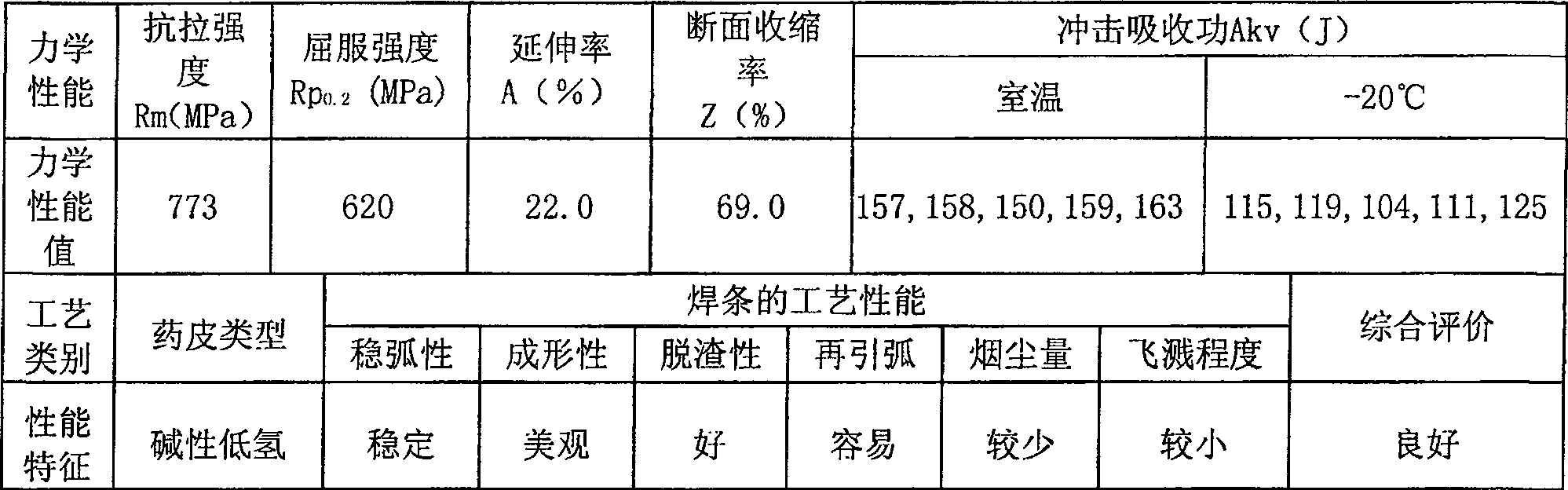
[0025] 1. Choose Φ2.5 H08Mn2SiA as the steel core. Take 80 grams of ferromanganese, 55 grams of ferrosilicon, 15 grams of aluminum, 30 grams of nickel powder, 60 grams of quartz, 22 grams of ferro-niobium, 20 grams of ferro-vanadium, 20 grams of copper powder, 290 grams of fluorite, 408 grams of marble, a total of 1000 grams and 40 grams of water glass was put into the powder mixer and mixed for 10 minutes, then the mixed powder was added in the welding rod press coater. Pressed into electrodes, the welding process parameters are: electrode drying (°C h): 350×2; preheating temperature (°C): 120-150; interlayer temperature (°C): 200-250; welding current (A): 110~130; welding voltage (V): 25~28; post-weld heat treatment specification (℃ h): 600×2; heating rate (℃ / h): 100~120; cooling rate (℃ / h): 120~ 150. The results of mechanical properties are shown in Table 3, and the content ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com