


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Double-seam submerged-arc welding pipe with petroleum and natural-gas transfer and its production
A technology of submerged arc welded pipe and production method, applied in the direction of pipe, rigid pipe, pipe/pipe joint/pipe fitting, etc., can solve the problem of insufficient capacity of steel plate for pipe making, and achieve good appearance and internal quality of weld seam, and good position of weld seam , the effect of high dimensional accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0029] Embodiment 1: refer to accompanying drawing. Taking the production method of a double seam submerged arc welded steel pipe for oil and natural gas transportation with an outer diameter of 1016mm and a wall thickness of 29mm as an example, further explanation is given.
[0030] The production process of spliced plate double seam submerged arc welded pipe, the main process is as follows:
[0031] A. Use two steel plates with a width of 1596mm, a length of 12000mm, and a thickness of 29mm. Each steel plate is processed with welding grooves along the two edges of the length direction, and the two steel plates are welded along one end of the length direction by double-sided submerged arc welding. Splicing together, the width of the spliced steel plates reaches the width requirement for manufacturing steel pipe 1 with an outer diameter of 1050 mm, ie 3192 mm.
[0032] B. UOE straight seam submerged arc welding steel pipe production process is used to manufacture steel pi...
Embodiment 2
[0035] Embodiment 2: refer to accompanying drawing. Taking the production method of a double seam submerged arc welded steel pipe for oil and natural gas transportation with an outer diameter of 1219mm and a wall thickness of 32mm as an example, further explanation is given.
[0036] Formed double seam submerged arc welded pipe production process (called COE double seam submerged arc welded pipe production process), the main process is as follows:
[0037] A. Two steel plates with a width of 1915mm, a length of 12000mm, and a thickness of 32mm are used to process welding grooves on their longitudinal edges, and each steel plate is pressed into a "C" shape with a press and a forming die to make two " C" shaped half pipe.
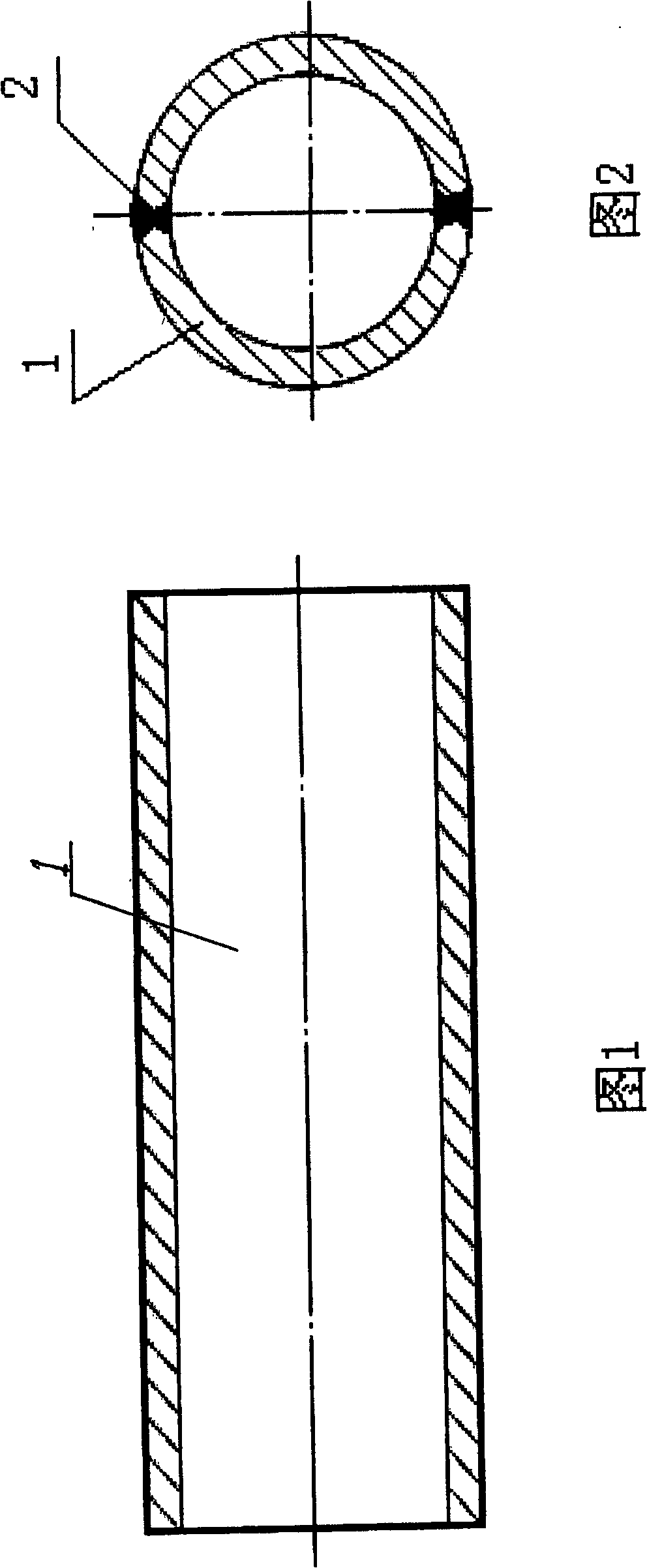
[0038] B. Two C-shaped semi-pipes are positioned and welded along the longitudinal welding groove group on the mold to form an "O"-shaped round pipe, and then two welds 2 are formally welded. The welding method is double-sided submerged arc welding.
[0039...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com