Manufacturing equipment and manufacturing method for metal powder sintered component
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
first embodiment
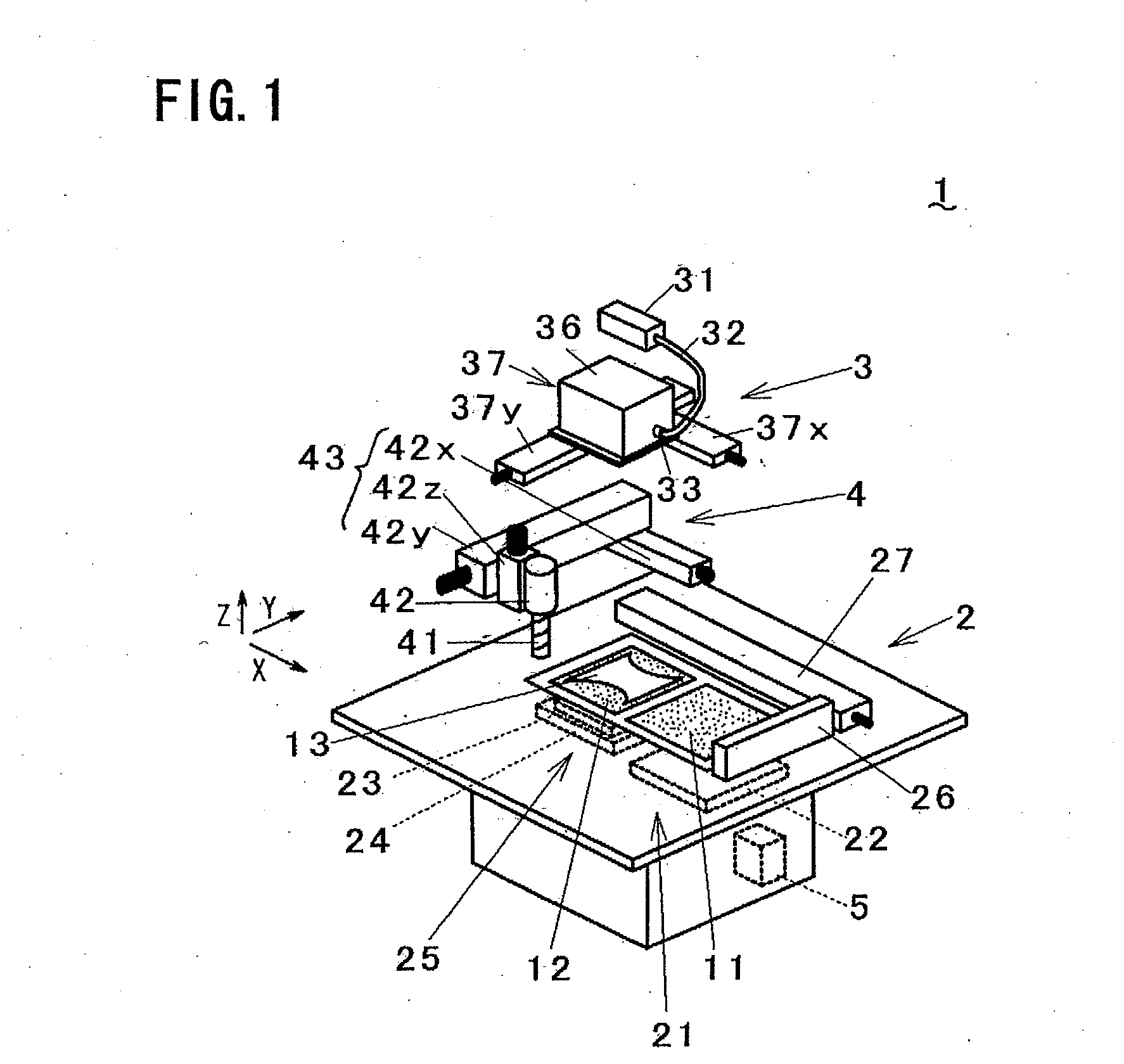
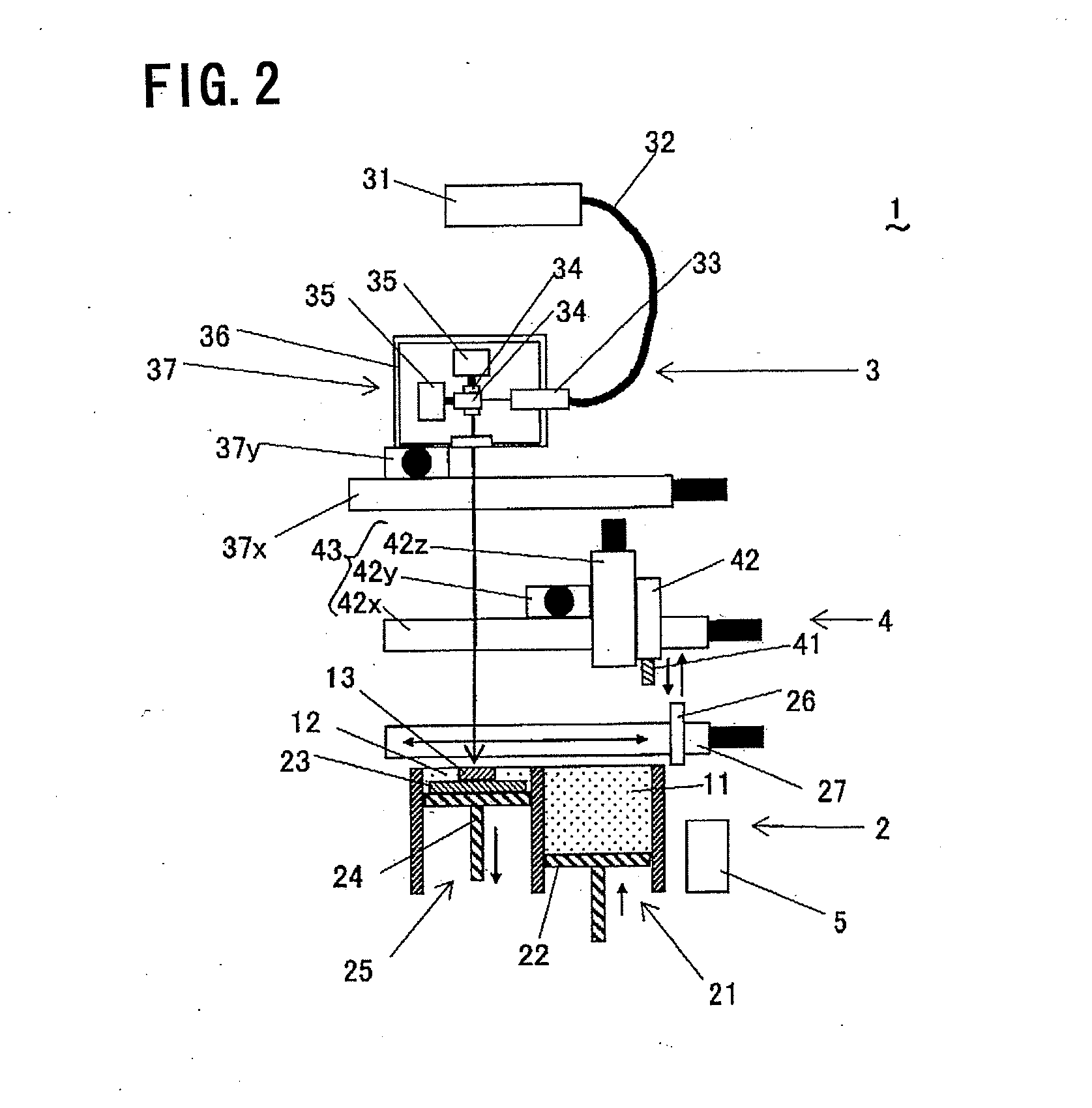
[0022]Referring to FIG. 1 to FIG. 4, manufacturing equipment for a metal powder sintered component (hereinafter, referred to as manufacturing equipment) according to a first embodiment of the present invention is described. In FIG. 1 to FIG. 3, the manufacturing equipment 1 comprises a powder layer forming portion (powder layer forming means) 2 that supplies metal powder 11 and forms a powder layer 12, a light beam irradiator (light beam irradiation means) 3 that irradiates a given point on a powder layer 12, which is formed by the powder layer forming portion 2, with light beams so as to sinter the powder layer 12 and thus form a sintered layer 13, a cutter (cutting means) 4 that cuts a three-dimensionally shaped object in which sintered layers 13 are integrally stacked, and a controller 5 that controls the operation of each portion. In this specification, a metal powder sintered component in process is referred to as a shaped object.
[0023]The powder layer forming portion 2 has a m...
second embodiment
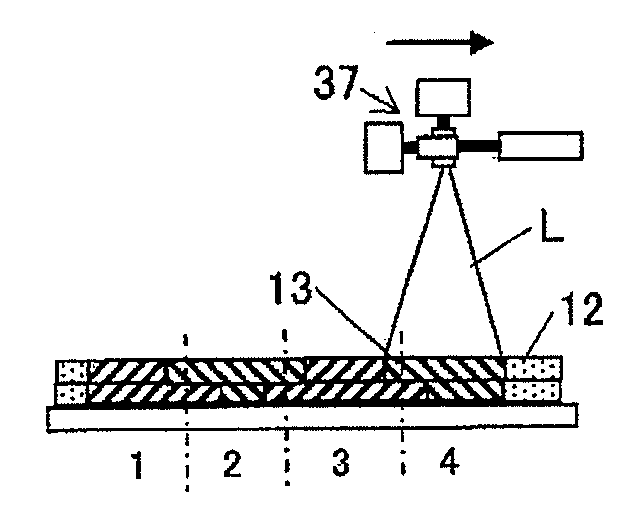
[0028]Referring to FIG. 5 to FIG. 10, a second embodiment of the present invention is described. In manufacturing equipment 1 according to this embodiment, a scan head 37 moves not in a direction parallel to the irradiated surface but in a direction normal thereto, unlike the first embodiment. Components like those in the above described embodiment are denoted by like numerals in the drawings and will not be further explained (the same shall apply hereinafter). In FIG. 5 to FIG. 7, the scan head 37 moves in a direction normal to the surface irradiated with light beams by a scan head 37z.
[0029]The operation of the manufacturing equipment 1 configured as described above is described. FIGS. 8A to 8C show the operation in sequence. First, like FIG. 4A in the first embodiment, a powder layer 12 is formed on a substrate 23 (FIG. 8A).
[0030]Subsequently, the scan head 37 rotates scan mirrors to direct light beams L over the powder layer 12 for scanning so that the powder layer 12 is melted...
third embodiment
[0034]Referring to FIG. 11, a third embodiment of the present invention is described. In manufacturing equipment 1 according to this embodiment shown in FIG. 11, a scan head 37 moves in a direction parallel to and in a direction normal to the irradiated surface. A scan head Z shaft 37z is connected to a scan head Y shaft 37y, and the scan head 37 is held on the scan head Z shaft 37z. With this configuration, since the scan head 37 can move not only in a direction parallel to the irradiated surface but also in a direction normal to the irradiated surface, effects similar to those of the above described first and second embodiments can be achieved.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Area | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com