Electric discharge machining apparatus
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image



Examples
embodiment 1
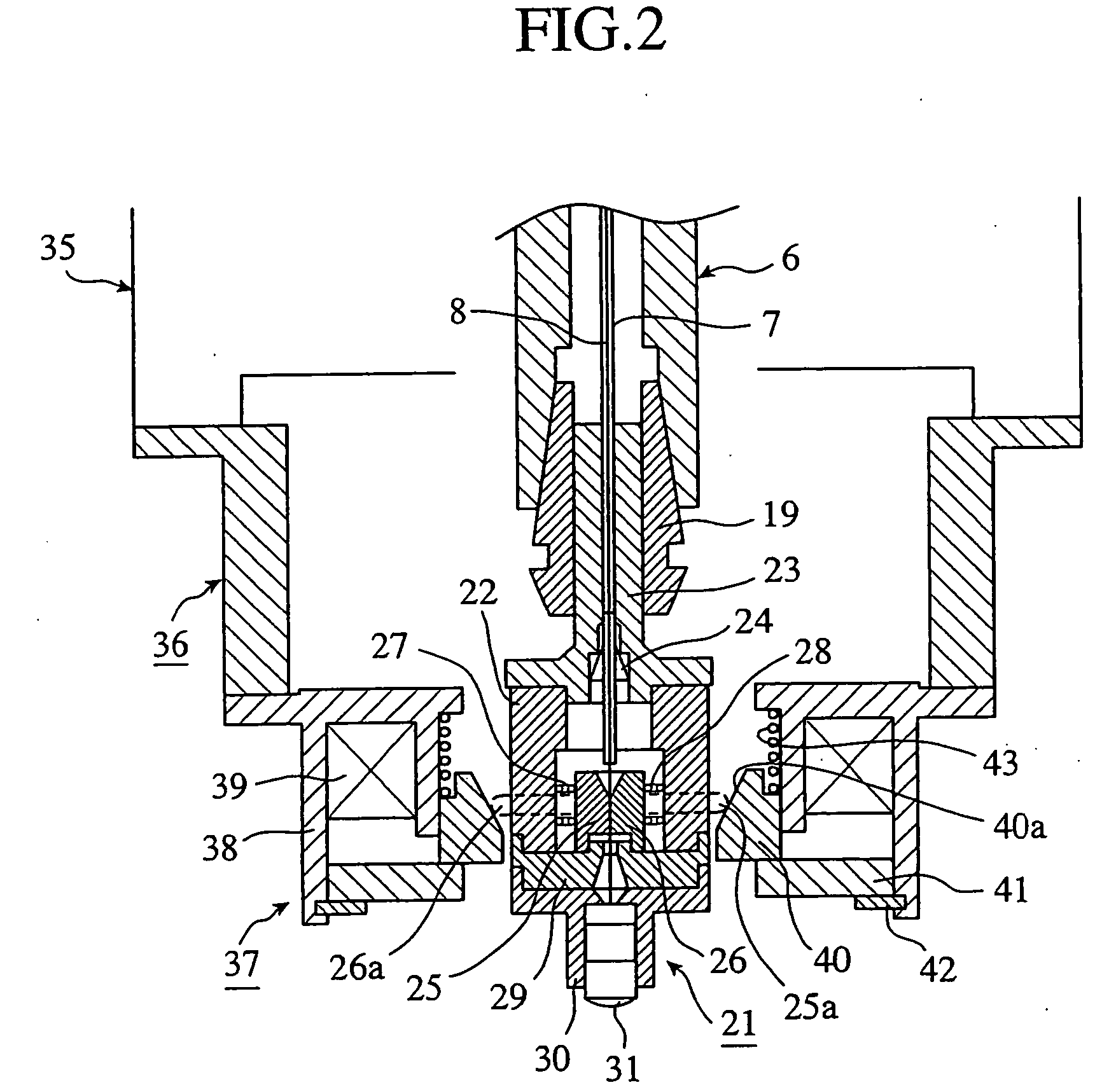
[0028]FIG. 1 is a cross-sectional view showing an electric discharge machining apparatus in accordance with embodiment 1 of this invention, FIG. 2 is an enlarged cross-sectional view of a main portion in FIG. 1, and FIG. 3 is a lateral cross-sectional view of a main portion in FIG. 2.
[0029] In FIG. 1, the main shaft head 1 of the electric discharge machining apparatus is mounted with an electrode driving unit 2 of high-speed responsivity. This electrode driving unit 2 includes a housing 3 serving as a main body of this unit and a driving shaft 6 mounted in a central portion in this housing 3 in such a way as to be rotatable and movable in an axial direction via upper and lower bearings 4, 5. A bearing such as a rotary sliding bush to allow the driving shaft 6 to move in the axial direction (direction of thrust) is applied as the bearings 4, 5. The driving shaft 6 has a central through hole 6a and has a guide electrode 7 shaped like a hollow bar (shaped like a pipe) inserted into th...
embodiment 2
[0058]FIG. 4(A) is a front view showing a guide electrode inserting jig in accordance with embodiment 2 of this invention, and FIG. 4(B) is a cross-sectional view in a radial direction in FIG. 4(A), and FIG. 4(C) is a cross-sectional view in an axial direction in FIG. 4(A).
[0059] A guide electrode inserting jig 50 in accordance with this embodiment 2 is such that is used in the case of loading the small-diameter wire electrode 8 and the guide electrode 7 into the small-diameter wire electrode holding unit 21 of the electric discharge machining apparatus in accordance with the above-mentioned embodiment 1. That is, in the electric discharge machining apparatus of the above-mentioned embodiment 1, in order to pass the guide electrode 7 through the rubber bush 24 in the small-diameter wire electrode holding unit 21 and to insert the guide electrode 7 into the central through hole 6a of driving shaft 6 and to insert and retain the guide electrode 7 into and by the upper guide electrode...
embodiment 3
[0065]FIG. 5(A) is a cross-sectional view, in an axial direction, showing a guide electrode inserting jig in accordance with embodiment 3 of this invention, and FIG. 5(B) is a cross-sectional view in a radial direction in FIG. 5(A).
[0066] A guide electrode inserting jig 100 in accordance with this embodiment 3 is such that is used in the case of loading the small-diameter wire electrode 8 and the guide electrode 7 into the small-diameter wire electrode holding unit 21 of the electric discharge machining apparatus in accordance with the above-mentioned embodiment 1. That is, in the electric discharge machining apparatus of the above-mentioned embodiment 1, in order to pass the guide electrode 7 through the rubber bush 24 in the small-diameter wire electrode holding unit 21 and then to insert the guide electrode 7 into the central through hole 6a of driving shaft 6 to thereby insert and retain the guide electrode 7 into and by the upper guide electrode holder 9, the guide electrode 7...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com