Superthin-wall aluminium-alloy high-speed pressure casting method
An aluminum alloy, ultra-thin wall technology, applied in the field of aluminum alloys with copper added, can solve the problems of insufficient material rigidity, deformation, and difficulty in filling the mold, and achieve the effect of optimal tensile strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0021] Here is a detailed description of a better feasible embodiment in conjunction with the drawings as follows:
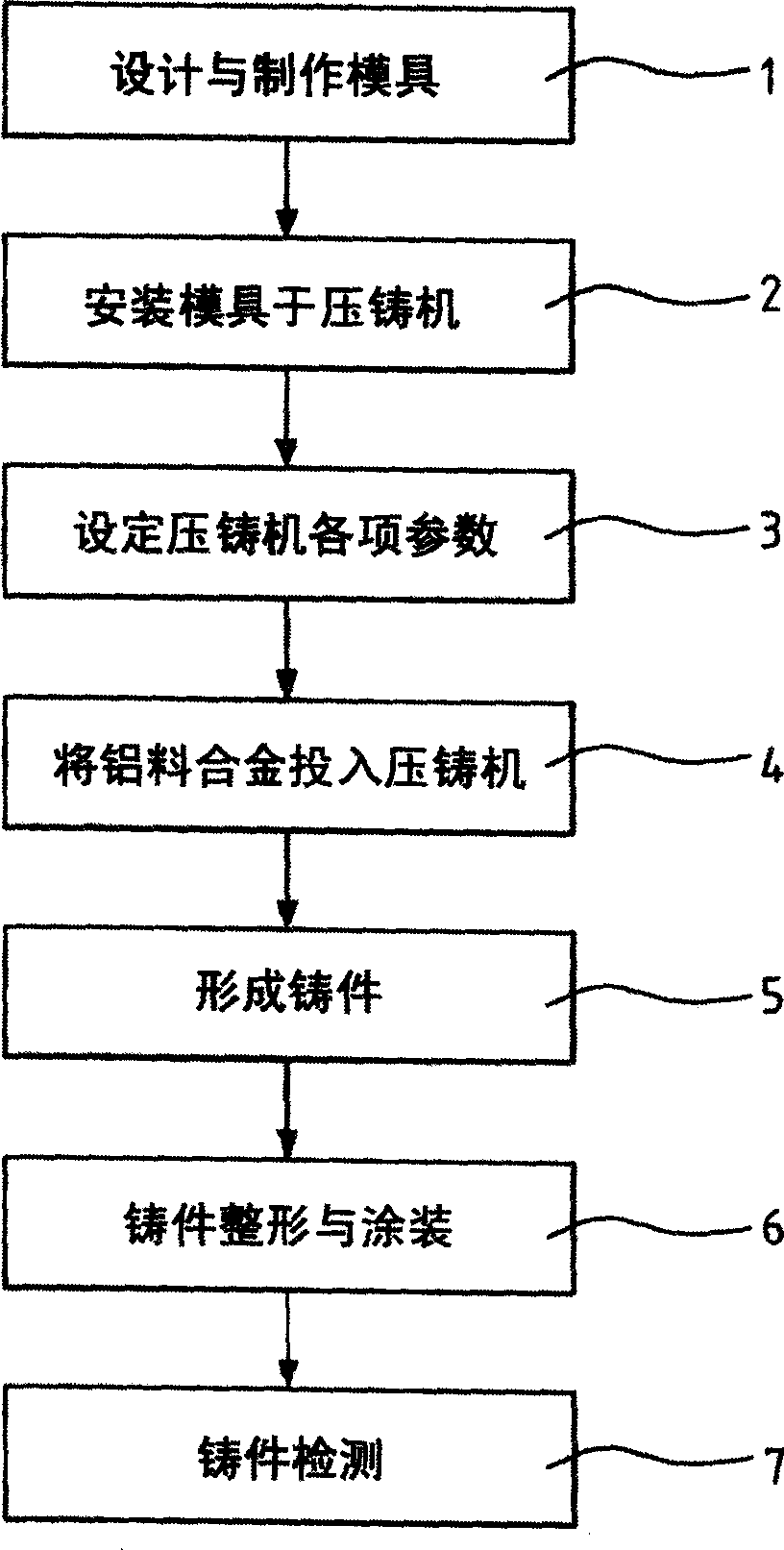
[0022] Please refer to the figure, which is a schematic flow diagram of the die-casting method of the present invention.
[0023] In the implementation of the present invention, as in step 1, firstly, a target chassis is selected and a preliminary plan is made based on the rule of thumb. Use the three-dimensional casting computer simulation software ProCAST to carry out the three-dimensional mold flow and heat transfer computer simulation. Before the computer simulation, I-DEARS3D software must be used to establish the casting plan of the case, and then make the mold according to the computer simulation results. Proceed to step two, make a mold according to the computer simulation results, and install the mold on a machine platform using a CT-250 vertical high-pressure casting machine (or molten soup forging machine) from Jiutai Company, and then proceed to step thr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com