Machining process for air flow channel of diffuser and numerical control milling clamp
A technology of air flow channel and processing technology, which is applied in the direction of manufacturing tools, metal processing equipment, metal processing machinery parts, etc., and can solve problems such as changes, the precise size of the blade shape cannot be guaranteed, and the transfer of axial blades is smooth, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
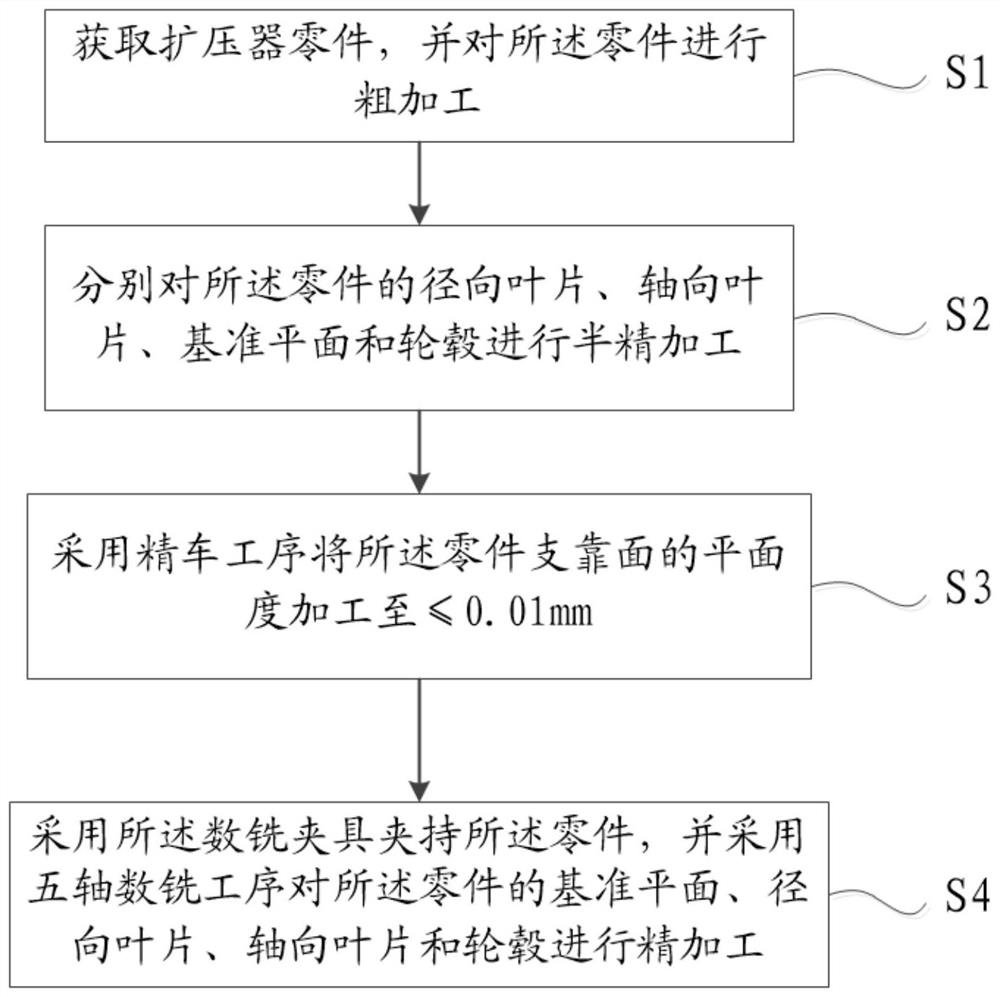
[0054] The core of the present invention is to provide a processing technology of the diffuser air channel and a digital milling fixture, which are used to eliminate stress deformation and compaction deformation generated during the processing of parts, and improve the qualified rate.
[0055] In order to enable those skilled in the art to better understand the solution of the present invention, the present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments.
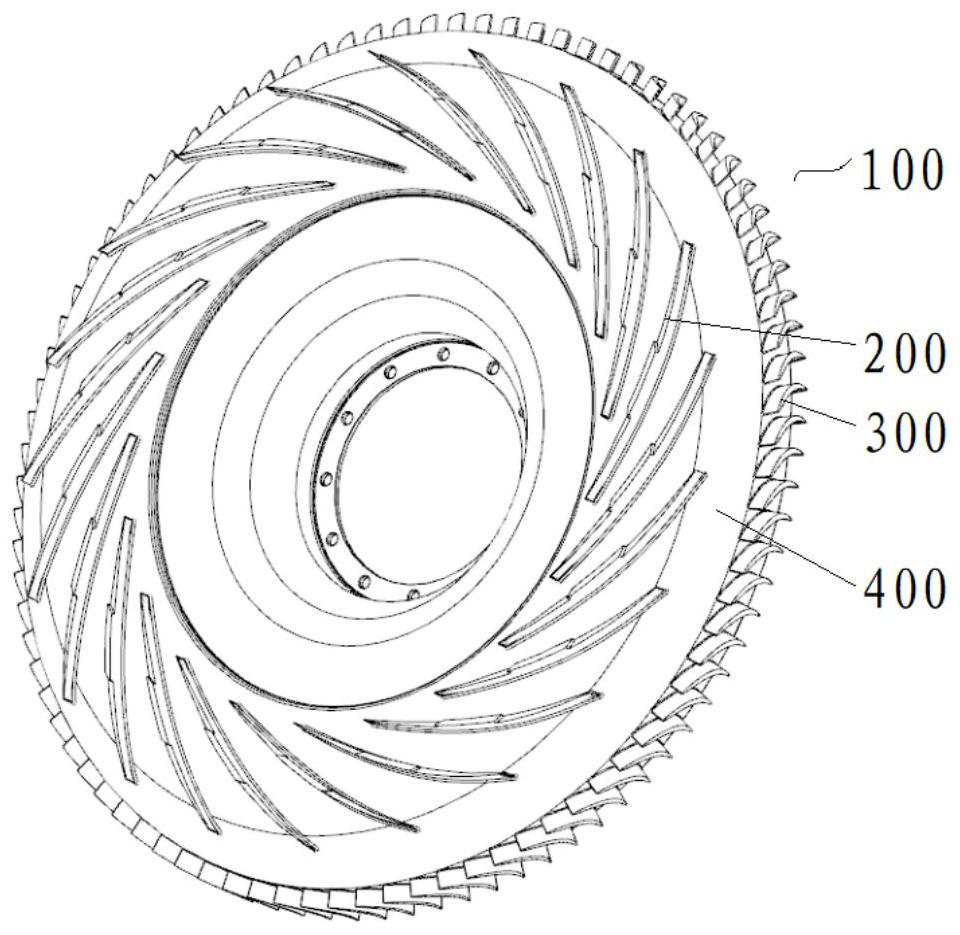
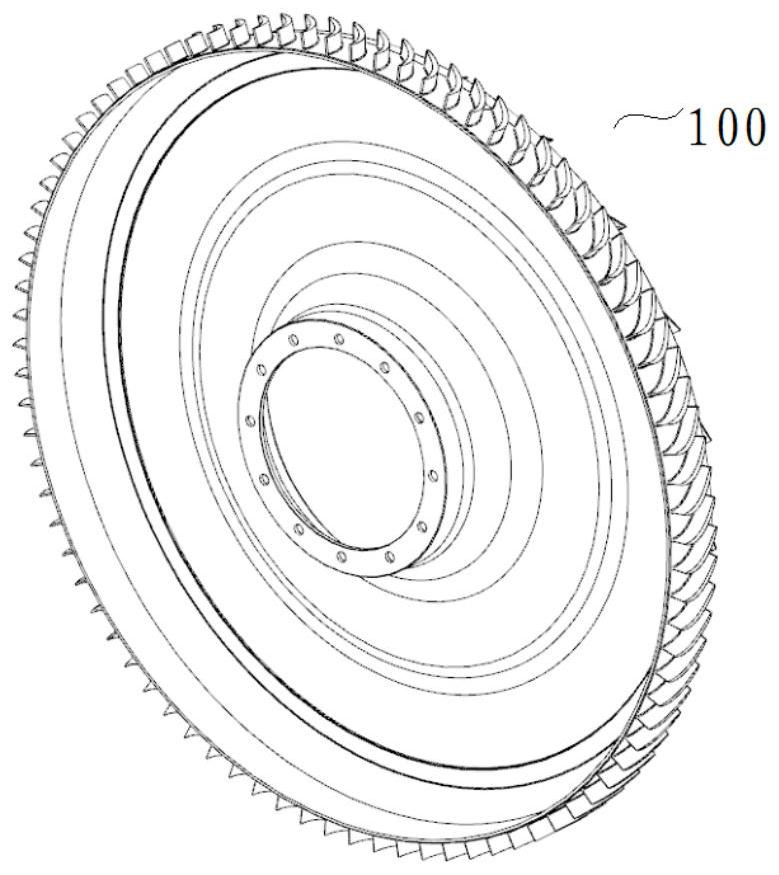
[0056] Please refer to figure 1 as well as Figure 4 to Figure 8 , figure 1 A flow chart of the processing technology of the diffuser air channel provided by the present invention; Figure 4 It is a schematic diagram of the finishing process in the processing technology of the diffuser air channel provided by the present invention; Figure 5 It is a schematic diagram of the five-axis digital milling process in the processing technology of the air ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com