Method for turning thin-wall steel jacket
A turning and steel sleeve technology, applied in the field of mechanical processing, can solve the problems of mass production waste, increasing the number of tool passes, wasting raw materials, etc., and achieve the effects of reducing cutting deformation, high processing accuracy, and sharp blades
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment Construction
[0042] The technical solutions in the embodiments of the present invention will be clearly and completely described below in conjunction with the drawings in the embodiments of the present invention.
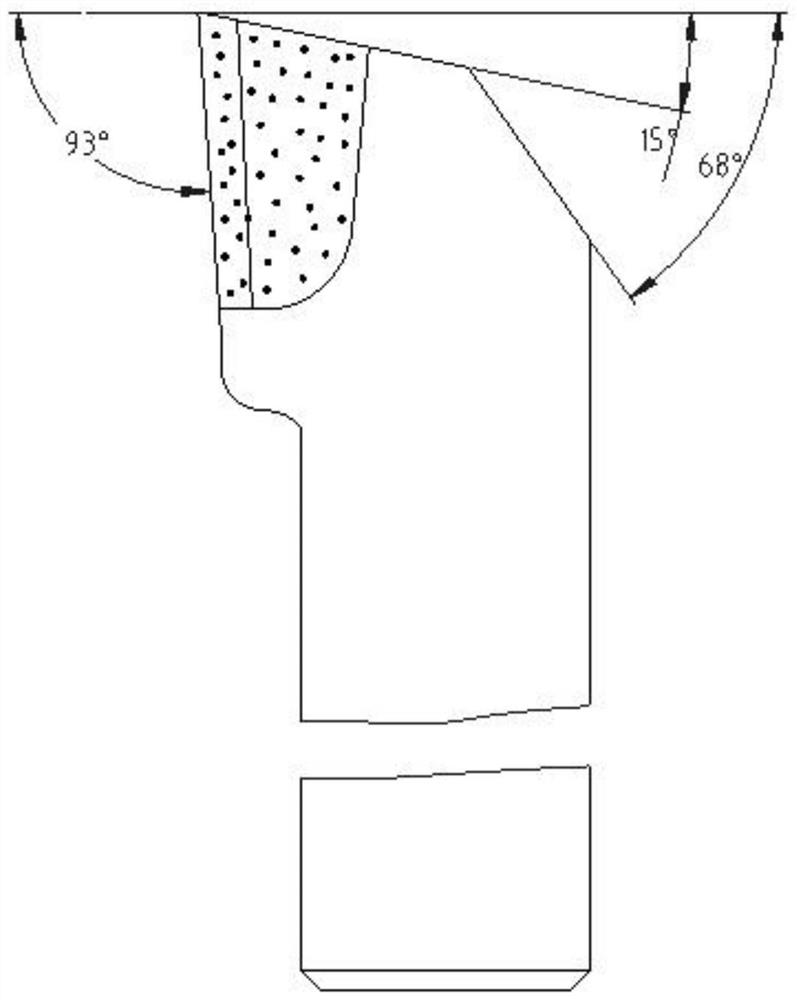
[0043] see Figure 1-8 Describe this embodiment, a kind of method of turning thin-walled steel sleeve:
[0044] 1. Process the thin-walled steel sleeve blank workpiece, which is the blank with normal allowance.
[0045]Heating the mixture of 96% carboxamide and 4% fire nitrate to above 140°C to make a self-coagulating agent, the self-coagulating agent has a large viscosity, strong adhesion, and a high coagulation speed, and the first A batch of self-coagulant 2 is filled into the inner hole of the workpiece 1, and the filling height is A. After the first batch of self-coagulant 2 is solidified, the height A is the length plus the length required for the three-jaw chuck of the lathe to clamp the workpiece 1 when the workpiece 1 is processed. 15mm;
[0046] After the first batc...
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
| angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com