


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
A kind of medical zinc alloy bracket and its production method
A production method and zinc alloy technology, applied in the field of medical materials, can solve the problems of reducing the strength of the stent structure, achieve the effects of avoiding movement obstacles, improving tensile strength, and adapting to industrial continuous production
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
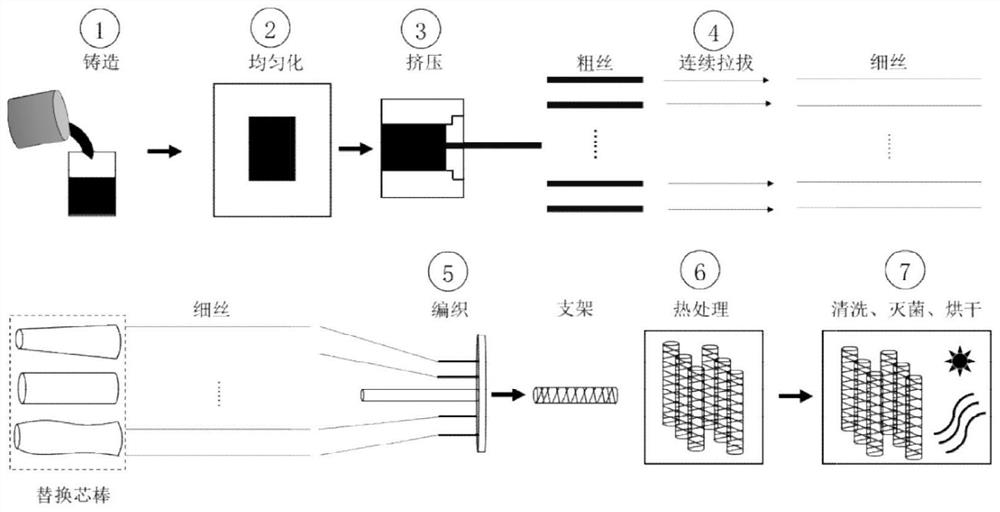
[0043] Example 1: The design content of alloy elements copper and magnesium is 0.2wt.% and 0.1wt.%, respectively, and it needs to be added appropriately during smelting. The preparation process is as follows:
[0044] (1) Mix and smelt high-purity zinc, high-purity copper and high-purity magnesium, pour them into a water-cooled mold, and obtain alloy ingots;
[0045] (2) Homogenize the ingot obtained in step (1), the treatment temperature is 390°C, and the time is 48h;
[0046] (3) extruding the alloy ingot obtained in step (2) into a thick wire with a diameter of 2.5mm, the extrusion ratio is 16:1, the extrusion temperature is 240°C, and the extrusion speed is 5mm / s;
[0047] (4) the thick wire gained in the step (3) is produced in parallel at room temperature in multiple lines, continuously drawn into thin wires with a diameter of 0.3mm, the amount of deformation in a single pass is 15%, and the initial drawing speed is 8mm / s;
[0048] (5) The multi-strand zinc alloy wire...
Embodiment 2
[0052] Example 2: The design content of alloy elements copper and magnesium is 0.1wt.% and 0.05wt.%, respectively, and it needs to be added appropriately during smelting. The preparation process is as follows:
[0053] (1) Mix and smelt high-purity zinc, high-purity copper and high-purity magnesium, pour them into a water-cooled mold, and obtain alloy ingots;
[0054] (2) homogenize the ingot obtained in step (1), the treatment temperature is 380°C, and the time is 48h;
[0055] (3) Extruding the alloy ingot obtained in the step (2) into a thick wire with a diameter of 2.5mm, the extrusion ratio is 16:1 and the extrusion temperature is 230°C, and the extrusion speed is 5mm / s;
[0056] (4) the thick wire gained in the step (3) is produced in parallel at room temperature in multiple lines, and is continuously drawn into thin wires with a diameter of 0.3mm. The amount of deformation in a single pass is 20%, and the initial drawing speed is 10mm / s;
[0057] (5) The multi-strand...
Embodiment 3
[0061] Example 3: The design content of alloying elements copper and magnesium is 0.3wt% and 0.15wt%, respectively, and it needs to be added appropriately during smelting. The preparation process is as follows:
[0062] (1) Mix and smelt high-purity zinc, high-purity copper and high-purity magnesium, pour them into a water-cooled mold, and obtain alloy ingots;
[0063] (2) Homogenizing the ingot obtained in step (1), the treatment temperature is 400°C, and the time is 48h;
[0064] (3) extruding the alloy ingot obtained in step (2) into a thick wire with a diameter of 2.5mm, the extrusion ratio is 16:1, the extrusion temperature is 250°C, and the extrusion speed is 5mm / s;
[0065] (4) the thick wire gained in the step (3) is produced in parallel at room temperature in multiple lines, continuously drawn into thin wires with a diameter of 0.3mm, the amount of deformation in a single pass is 10%, and the initial drawing speed is 5mm / s;
[0066] (5) The multi-strand zinc alloy ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com