Wind power blade main girder sheet pultrusion impregnation device, mold, equipment and method
A wind power blade and pultrusion technology is applied in the field of pultrusion and dipping devices for main beams of wind power blades. Uneven, no harmful gas volatilization, reducing the effect of damage to the body
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
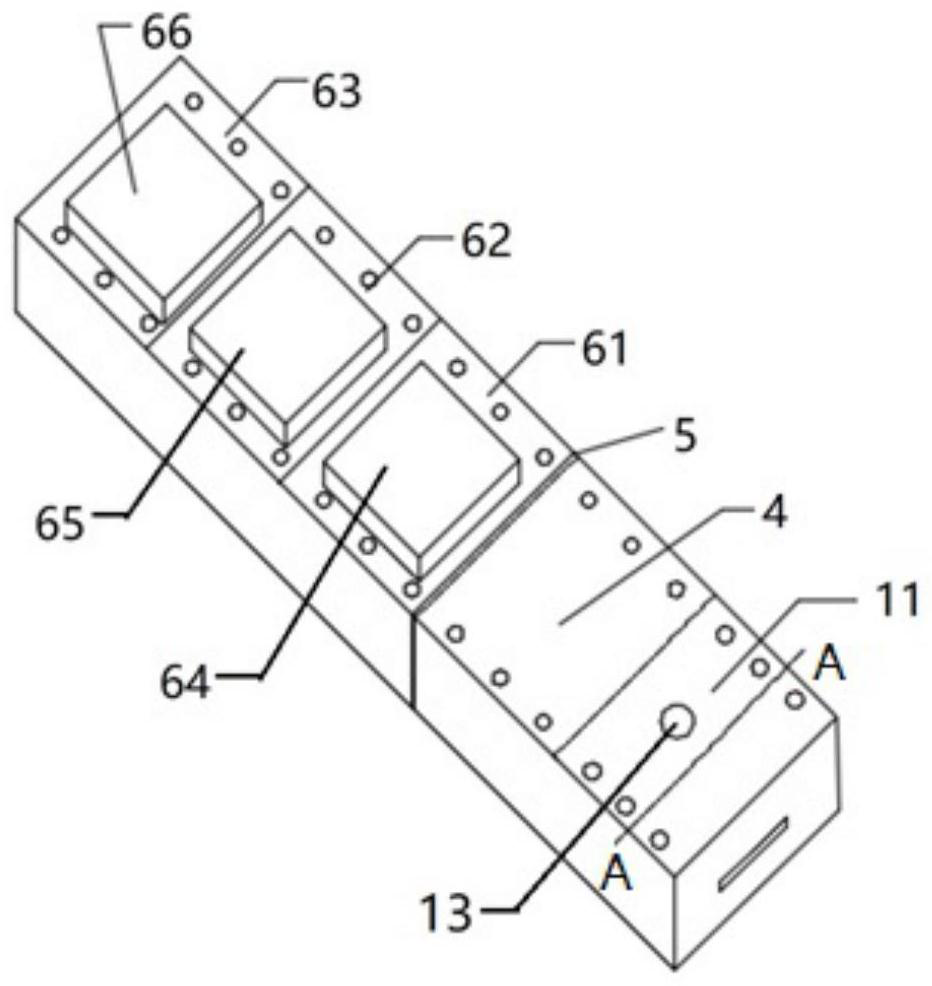
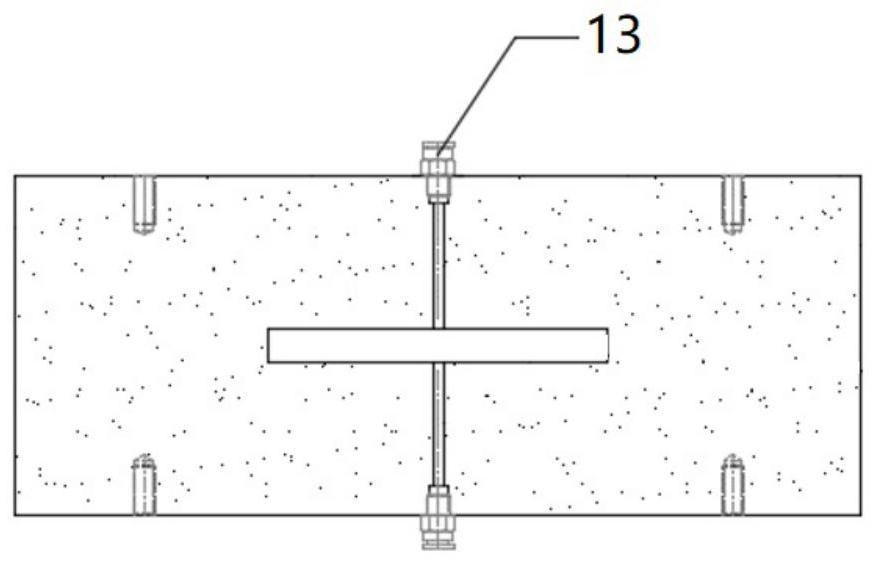
[0055] like figure 1 , figure 2 As shown, a closed dipping device for pultrusion of a main beam of a wind turbine blade described in this embodiment includes: a dipping die 1 and a plurality of gluing devices 2; the dipping die 1 includes a closed first The mold cavity 11 and the first heating device arranged outside the first mold cavity 11; The glue injection holes 13 of the plurality of glue injection devices 2 are connected to the glue injection holes 13 and are suitable for injecting glue into the first mold cavity 11 .
[0056] Wherein, the closed first mold cavity has the same cross-sectional shape as the cross-sectional shape of the product to be molded, only the feed port and the discharge port are open, and the rest of the walls are closed mold cavities.
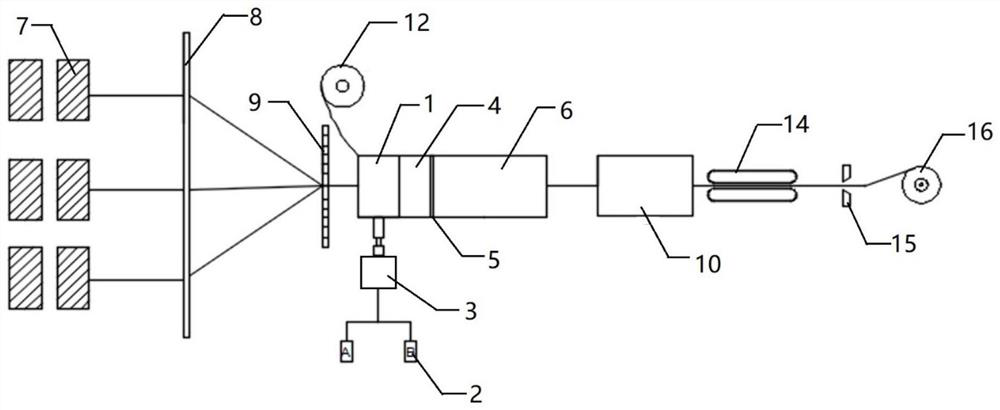
[0057] The working process of the closed dipping device of the pultrusion molding equipment described in this embodiment is that the reinforcing material fibers enter through the feeding port of the first mold c...
Embodiment 2
[0076] The structure of the pultrusion equipment used in this embodiment is the same as that of the first embodiment, except that the length of the first cavity is 20 cm; the length of the heating section in the curing mold is 30 cm; the length of the gel section is is 40cm; the length of the curing section is 30cm.
[0077] The pultrusion method of the wind turbine blade main beam sheet of the present embodiment is specifically:
[0078] S1. The fiber material is drawn out from the creel, separated by the sanding board, arranged through the preformed board, then penetrated into the dipping mold, passed through other molds in the pultrusion mold, and then passed through the curing oven to the traction device, where the traction Machine traction production, the traction speed is 0.35m / min;
[0079] S2. Add the first resin glue into the precision glue injection machine and preheat at 65°C for 10 minutes, add the second resin glue into another precision glue injection machine an...
Embodiment 3
[0082] The structure of the pultrusion molding equipment for the main beam of the wind turbine blade adopted in this embodiment is the same as that in the first embodiment, except that the length of the first cavity is 40 cm; the length of the heating section in the curing mold is 35 cm; the length of the gel section is is 30cm; the length of the curing section is 35cm.
[0083] The pultrusion method of the wind turbine blade main beam sheet of the present embodiment is specifically:
[0084] S1. The fiber material is drawn out from the creel, separated by the sanding board, arranged through the preformed board, then penetrated into the dipping mold, passed through other molds in the pultrusion mold, and then passed through the curing oven to the traction device, where the traction Machine traction production, the traction speed is 0.8m / min;
[0085] S2. Add the first resin glue into the precision glue injection machine and preheat at 50°C for 10 minutes, add the second resin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com