


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Method for preparing aromatic hydrocarbons through conversion of methanol
A technology for methanol and aromatic hydrocarbons, which is applied in the field of catalytic conversion of methanol to aromatic hydrocarbons, and can solve the problems of low yield of aromatic hydrocarbons and the like
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
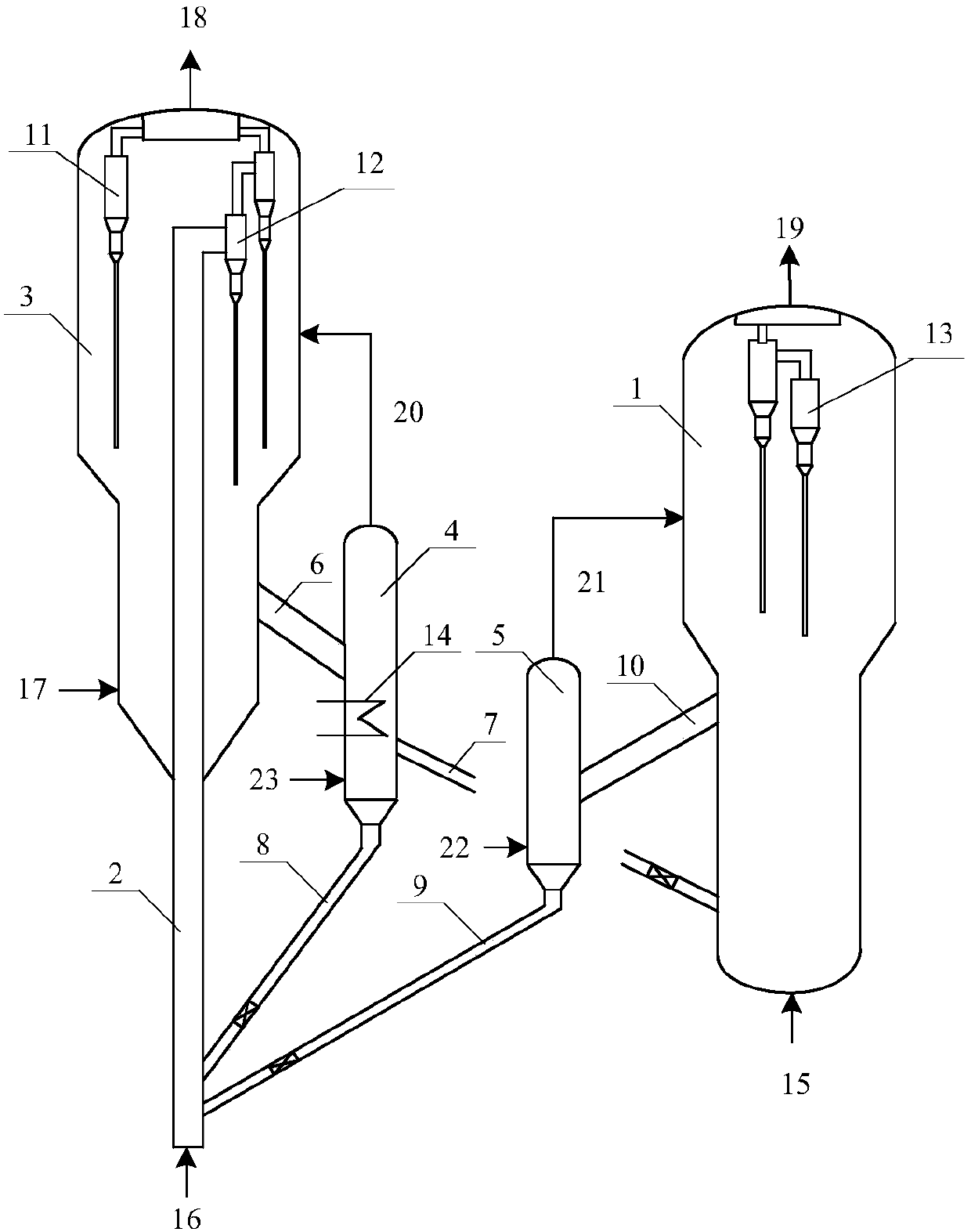
[0032] The methanol feedstock enters the fluidized bed reactor and the modified ZSM-5 catalyst is contacted and reacted to obtain the product containing aromatics and the spent catalyst. The stripped spent catalyst enters the riser regenerator and contacts the regeneration medium I at 500℃ For scorching, the outlet of the riser regenerator is connected with a set of closed cyclone separators, the semi-regenerated catalyst separated by the closed cyclone separator enters the fluidized bed regenerator and the regeneration medium II contacts the condition of 630℃ to continue scorching The regenerated catalyst is obtained. The regenerated catalyst enters the degassing tank, and the degassed product is returned to the fluidized bed regenerator; the temperature of the regenerated catalyst after degassing is 450°C; after degassing, 50% of the regenerated catalyst is returned to the riser regenerator; after degassing, it is regenerated 50% of the catalyst is returned to the fluidized be...
Embodiment 2
[0037] According to the conditions and steps described in Example 1, the spent catalyst enters the riser regenerator and contacts the regeneration medium I for coking at 600°C, and the semi-regenerated catalyst enters the fluidized bed regenerator and contacts the regeneration medium II at 700°C. Continue to burn under the conditions of, the temperature of the regenerated catalyst after degassing is 550℃; 90% of the regenerated catalyst after degassing is returned to the riser regenerator; 10% of the regenerated catalyst after degassing is returned to the fluidized bed reactor; the riser is regenerated The residence time of the catalyst in the vessel is 1 second; the mass ratio of hydrogen to carbon element of the coke on the semi-regenerated catalyst is 0.06; the volume percentage of oxygen in the regeneration medium I is 30%. The carbon content of the regenerated catalyst is 0.01% in terms of catalyst mass percentage. The degassing tank is equipped with an external heat extra...
Embodiment 3
[0042] According to the conditions and steps described in Example 1, the spent catalyst enters the riser regenerator and contacts the regeneration medium I for coking at 550°C, the semi-regenerated catalyst enters the fluidized bed regenerator and contacts the regeneration medium II at 650°C. Continue to burn under the conditions of, the temperature of the regenerated catalyst after degassing is 500℃; 70% of the regenerated catalyst after degassing is returned to the riser regenerator; 30% of the regenerated catalyst after degassing is returned to the fluidized bed reactor; the riser is regenerated The residence time of the catalyst in the vessel is 3 seconds; the mass ratio of hydrogen and carbon element of the coke on the semi-regenerated catalyst is 0.02; the volume percentage of oxygen in the regeneration medium I is 25%. The carbon content of the regenerated catalyst is 0.05% in terms of catalyst mass percentage. The degassing tank is equipped with an external heat extract...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com