
Patsnap Eureka
For R&D, Patsnap Eureka makes reading and utilizing patents & technical documents easy.
Patsnap Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Patsnap Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
A method for producing thin-gauge dual-phase steel using thin-slab continuous casting and rolling process
A thin-slab continuous casting and thin-gauge technology, which is applied in metal rolling, manufacturing tools, metal rolling, etc., can solve the problems of excessive thickness, low hit rate of target finishing rolling temperature, and wear, so as to reduce production costs, Effects of stable production and improved dimensional accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0050] This embodiment provides a method for producing thin-gauge dual-phase steel using the thin-slab continuous casting and rolling process, and its process route is as follows figure 1 As shown, firstly molten steel is continuously casted into a continuous casting slab with a width of 1300-1600mm and a thickness of 62-94mm, and then rough rolling, insulation cover heat preservation, induction heating, high-pressure water descaling and finish rolling are carried out in sequence to obtain a width of 1300-1600mm , Ultra-thin strip steel with a thickness of 1.5-1.8mm, and finally cooled by control, divided into coils, cut and coiled into coils. The main process steps and process parameters are as follows:
[0051] (1) Continuous casting
[0052] The chemical composition of molten steel is as follows: C 0.06%~0.12%, Si 0.3%~0.6%, Mn 1.5%~2%, Al 0.02%~0.04%, P≤0.015%, S≤0.012%, N≤0.008% , Ca≤0.002%, Cu≤0.15%, Sn≤0.02%, Ni≤0.2%, Cr≤0.12%, Mo≤0.05%, V≤0.02%, Nb≤0.025%, the rest i...
Embodiment 2
[0078] This embodiment provides a more detailed and optimized process scheme on the basis of Embodiment 1, which can make the longitudinal thickness accuracy, flatness accuracy and surface quality of the finished strip steel better, and obtain a cold-rolled strip equivalent to the same specification. Comprehensive mechanical properties.
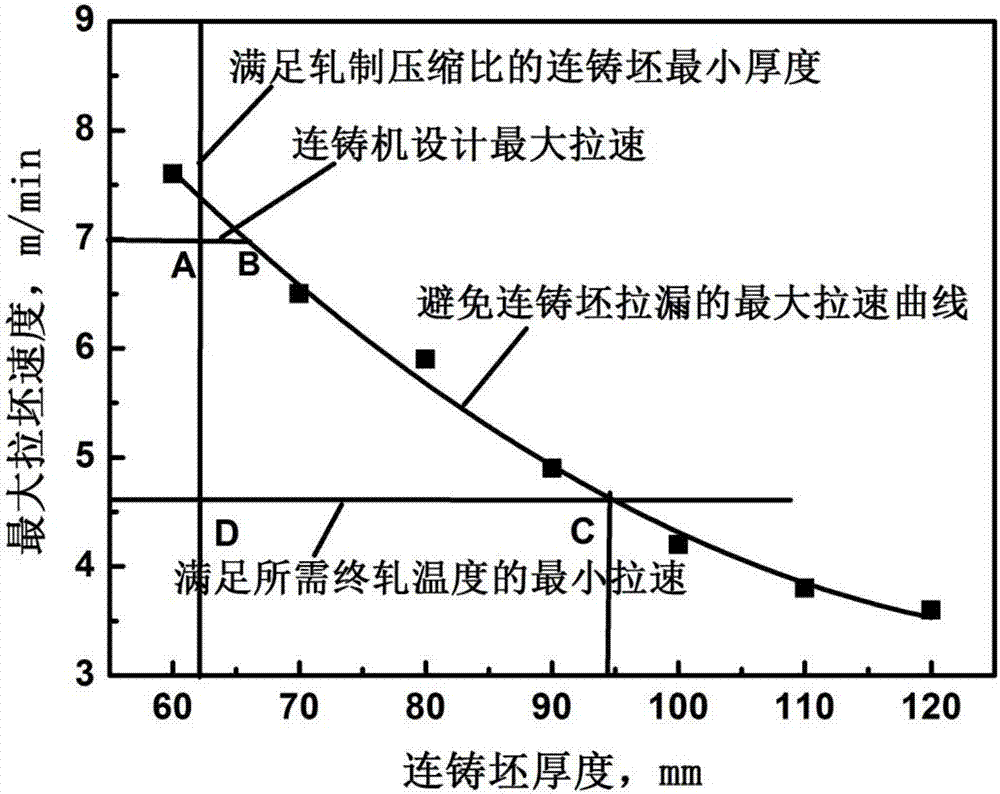
[0079] The thickness of the continuous casting slab is 75-85mm, and the casting speed is 5.3-5.7m / min.
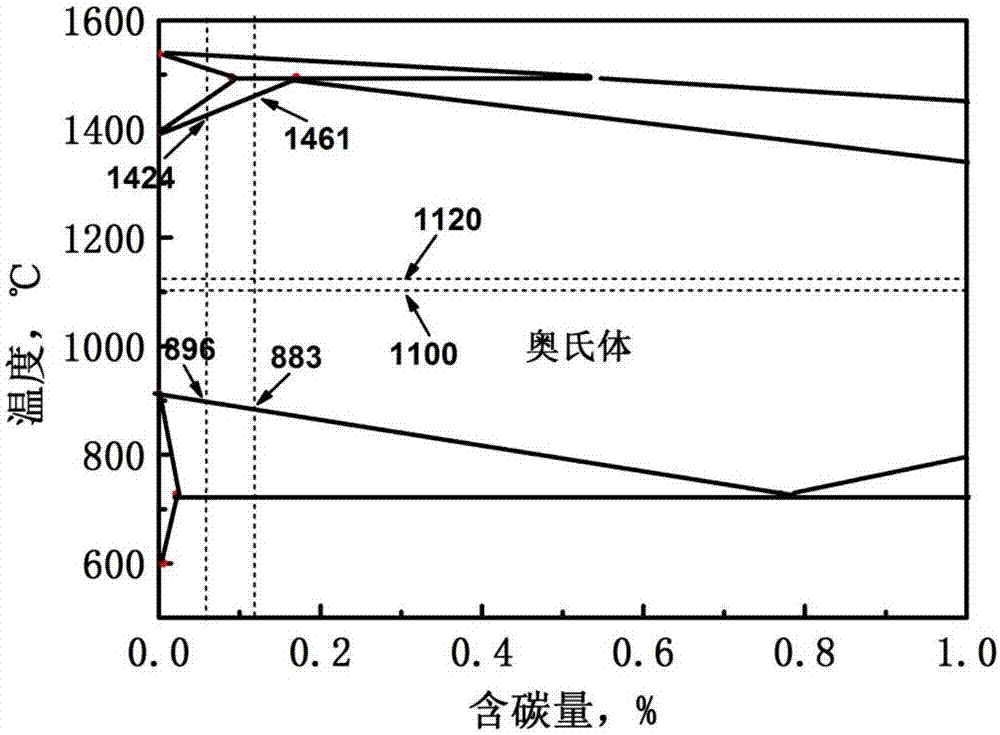
[0080] The reduction rate of the first roughing mill of the roughing unit is 40%-45%, the rolling temperature is controlled at 1110-1120°C, and the rolling pressure per unit width is 14-14.5KN / mm; the reduction rate of the second roughing mill is 38 %~43%, the rolling temperature is controlled at 1050~1060°C, the rolling pressure per unit width is 14~14.5KN / mm; the reduction rate of the third rough rolling mill is 40%~45%, and the rolling temperature is controlled at 990~1000 ℃, the rolling pressure per unit width is 17-18KN / mm.
[0081]...
Embodiment 3
[0090] In this embodiment, the production of a finished steel strip with a carbon content of 0.08%, a width of 1500 mm, and a thickness of 1.5 mm is taken as an example, and the specific process is as follows.
[0091] Continuous casting of molten steel into a continuous casting slab with a width of 1500mm and a thickness of 80mm, followed by rough rolling, heat preservation in a heat preservation cover, induction heating, high-pressure water descaling and finish rolling to obtain an ultra-thin strip steel with a width of 1500mm and a thickness of 1.5mm , and finally controlled cooling, coil cutting and winding into rolls. The main process steps and process parameters are as follows:
[0092] (1) Continuous casting
[0093] The chemical composition of molten steel is as follows: C 0.06%~0.12%, Si 0.1%~0.2%, Mn 0.3%~0.5%, Al 0.02%~0.04%, P≤0.015%, S≤0.012%, N≤0.008% , Ca≤0.002%, Cu≤0.15%, Sn≤0.02%, Ni≤0.2%, Cr≤0.12%, Mo≤0.05%, V≤0.02%, Nb≤0.025%, the rest is Fe and unavoidabl...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com