Environmental-friendly wood plastic material and preparation method thereof
A wood-plastic material, an environment-friendly technology, applied in the field of environment-friendly wood-plastic materials and its preparation, can solve the problems of poor weather resistance, material strength to be strengthened, and uneven quality, so as to reduce costs, prolong service life, save energy effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
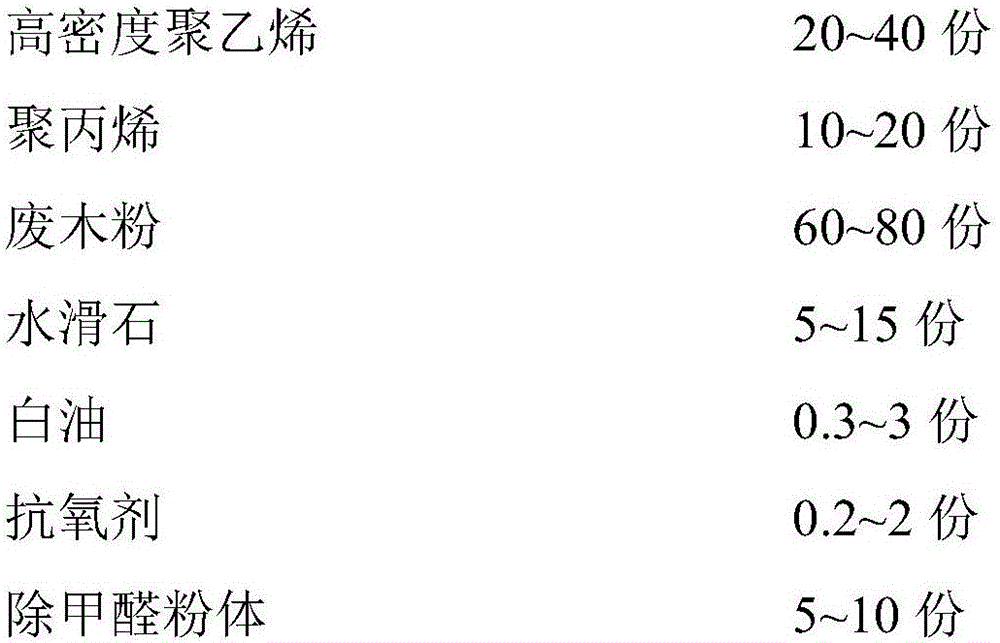
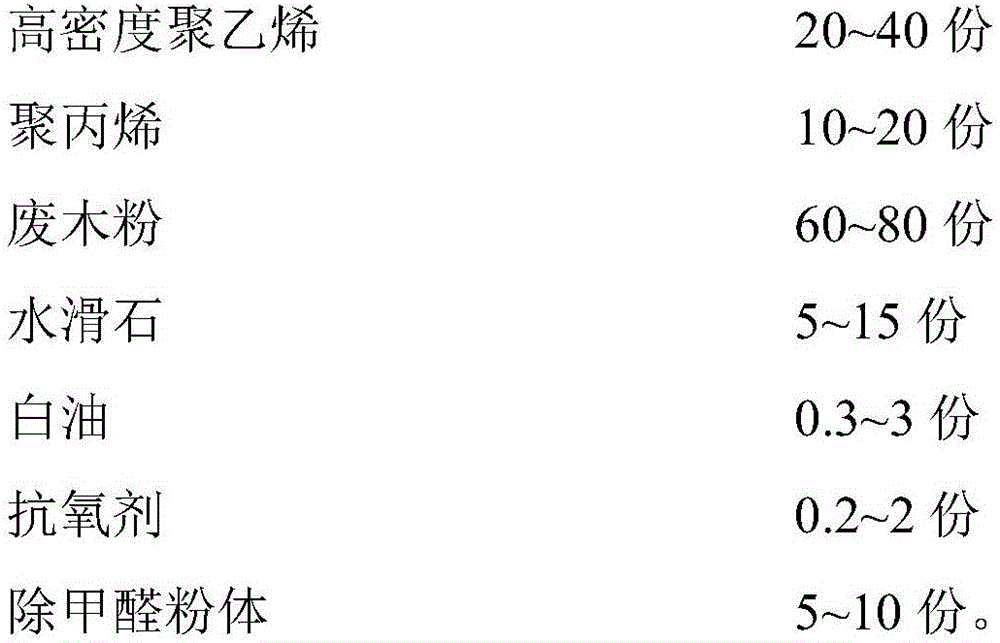
[0041] ① Select raw materials, pre-irradiate HDPE, high-density polyethylene, polypropylene, waste wood powder, photoinitiator, formaldehyde removal powder, antioxidant (B215), white oil, hydrotalcite.
[0042] ②Select 25 parts of high-density polyethylene, 60 parts of waste wood powder, 5 parts of formaldehyde-removing powder, 1.5 parts of antioxidant (B215), 2.5 parts of white oil, and 6 parts of hydrotalcite. Internal mixer 160 ℃, host speed 300r / min banbury 3 hours. Extrude through an extruder, draw, cool, and granulate to produce a functional masterbatch;
[0043] ③According to 30 parts of modified HDPE, 1.5 parts of photoinitiator and 68.5 parts of functional masterbatch, put them into a single-screw extruder for extrusion molding; the temperature of each section from the feeding port to the die head is 110°C, 125°C, 130°C ℃, 145℃, 150℃, 160℃, 180℃.
Embodiment 2
[0045] ① Select raw materials, pre-irradiate HDPE, high-density polyethylene, polypropylene, waste wood powder, photoinitiator, formaldehyde removal powder, antioxidant (B215), white oil, hydrotalcite.
[0046] ②Select 25 parts of high-density polyethylene, 60 parts of waste wood powder, 5 parts of formaldehyde-removing powder, 1.5 parts of antioxidant (B215), 2.5 parts of white oil, and 6 parts of hydrotalcite. Internal mixer 160 ℃, host speed 300r / min banbury 3 hours. Extrude through an extruder, draw, cool, and granulate to produce a functional masterbatch;
[0047] ③According to 35 parts of HDPE, 1.5 parts of photoinitiator, and 63.5 parts of functional masterbatch, put it into a single-screw extruder for extrusion molding; the temperature of each section from the feeding port to the die head is 110°C, 125°C, 130°C, 145°C, 150°C, 160°C, 180°C.
Embodiment 3
[0049] ① Select raw materials, pre-irradiate HDPE, high-density polyethylene, polypropylene, waste wood powder, photoinitiator, formaldehyde removal powder, antioxidant (B215), white oil, hydrotalcite.
[0050] ②Select 25 parts of high-density polyethylene, 60 parts of waste wood powder, 5 parts of formaldehyde-removing powder, 1.5 parts of antioxidant (B215), 2.5 parts of white oil, and 6 parts of hydrotalcite. Internal mixer 160 ℃, host speed 300r / min banbury 3 hours. Extrude through an extruder, draw, cool, and granulate to produce a functional masterbatch;
[0051]③According to 40 parts of HDPE, 1.5 parts of photoinitiator, and 58.5 parts of functional masterbatch, put it into a single-screw extruder for extrusion molding; the temperature of each section from the feeding port to the die head is 110°C, 125°C, 130°C, 145°C, 150°C, 160°C, 180°C.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size (mesh) | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com