A kind of environment-friendly wood-plastic material and preparation method thereof
A kind of wood-plastic material, environment-friendly technology, applied in the field of environment-friendly wood-plastic material and its preparation, can solve the problems of material strength to be strengthened, uneven quality, poor weather resistance, etc., to prolong service life, save energy, reduce cost effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
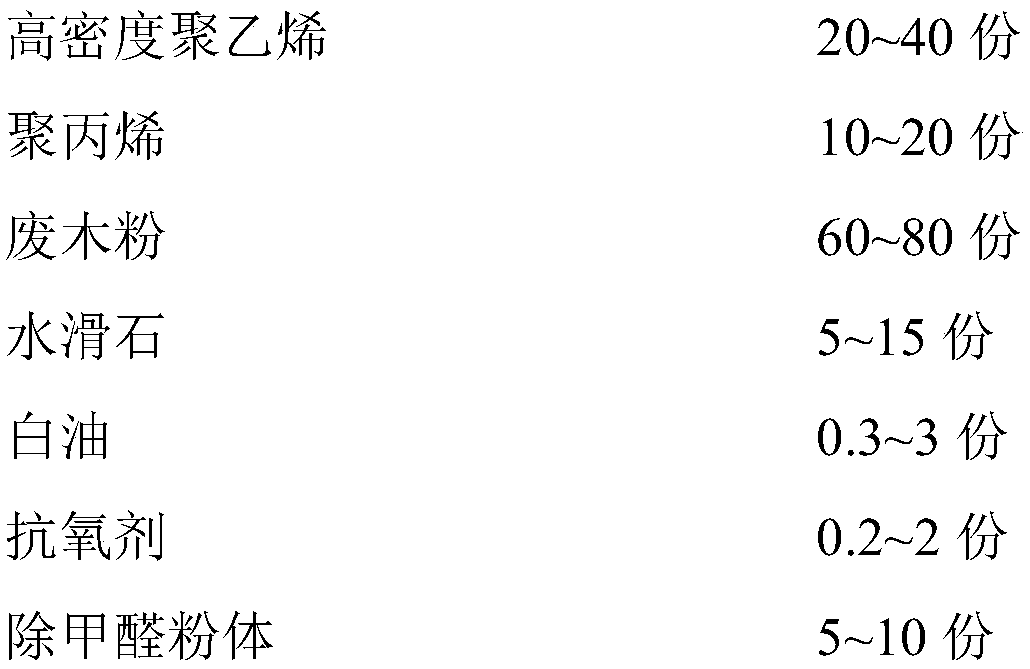
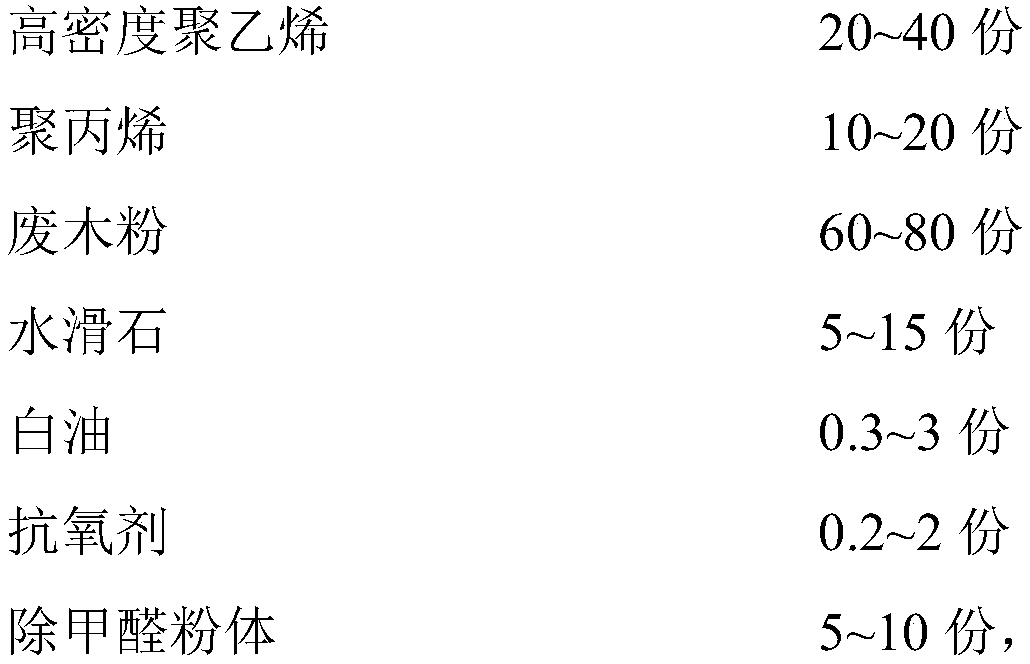
[0041] ① Select raw materials, pre-irradiate HDPE, high-density polyethylene, polypropylene, waste wood powder, photoinitiator, formaldehyde removal powder, antioxidant (B215), white oil, hydrotalcite.
[0042] ②Select 25 parts of high-density polyethylene, 60 parts of waste wood powder, 5 parts of formaldehyde-removing powder, 1.5 parts of antioxidant (B215), 2.5 parts of white oil, and 6 parts of hydrotalcite. Internal mixer 160 ℃, host speed 300r / min banbury 3 hours. Extrude through an extruder, draw, cool, and granulate to produce a functional masterbatch;
[0043] ③According to 30 parts of modified HDPE, 1.5 parts of photoinitiator and 68.5 parts of functional masterbatch, put them into a single-screw extruder for extrusion molding; the temperature of each section from the feeding port to the die head is 110°C, 125°C, 130°C ℃, 145℃, 150℃, 160℃, 180℃.
Embodiment 2
[0045] ① Select raw materials, pre-irradiate HDPE, high-density polyethylene, polypropylene, waste wood powder, photoinitiator, formaldehyde removal powder, antioxidant (B215), white oil, hydrotalcite.
[0046] ②Select 25 parts of high-density polyethylene, 60 parts of waste wood powder, 5 parts of formaldehyde-removing powder, 1.5 parts of antioxidant (B215), 2.5 parts of white oil, and 6 parts of hydrotalcite. Internal mixer 160 ℃, host speed 300r / min banbury 3 hours. Extrude through an extruder, draw, cool, and granulate to produce a functional masterbatch;
[0047] ③According to 35 parts of HDPE, 1.5 parts of photoinitiator, and 63.5 parts of functional masterbatch, put it into a single-screw extruder for extrusion molding; the temperature of each section from the feeding port to the die head is 110°C, 125°C, 130°C, 145°C, 150°C, 160°C, 180°C.
Embodiment 3
[0049] ① Select raw materials, pre-irradiate HDPE, high-density polyethylene, polypropylene, waste wood powder, photoinitiator, formaldehyde removal powder, antioxidant (B215), white oil, hydrotalcite.
[0050] ②Select 25 parts of high-density polyethylene, 60 parts of waste wood powder, 5 parts of formaldehyde-removing powder, 1.5 parts of antioxidant (B215), 2.5 parts of white oil, and 6 parts of hydrotalcite. Internal mixer 160 ℃, host speed 300r / min banbury 3 hours. Extrude through an extruder, draw, cool, and granulate to produce a functional masterbatch;
[0051]③According to 40 parts of HDPE, 1.5 parts of photoinitiator, and 58.5 parts of functional masterbatch, put it into a single-screw extruder for extrusion molding; the temperature of each section from the feeding port to the die head is 110°C, 125°C, 130°C, 145°C, 150°C, 160°C, 180°C.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size (mesh) | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com