A process method for lathe processing of large-diameter, precision and complex-shaped thin-section parts
A technology with complex profiles and process methods, applied in the direction of metal processing equipment, metal processing machinery parts, turning equipment, etc., can solve problems such as inability to meet shape tolerance and dimensional tolerance accuracy, easy to deform, difficult to clamp, etc., to achieve Ensure dimensional accuracy and technical requirements, reduce processing deformation, and reduce processing stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
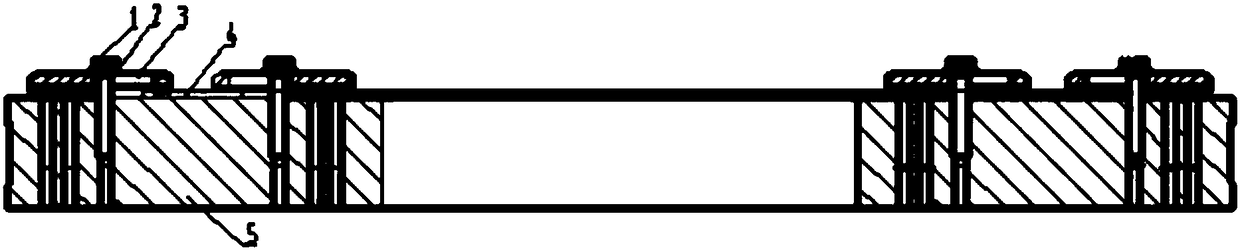
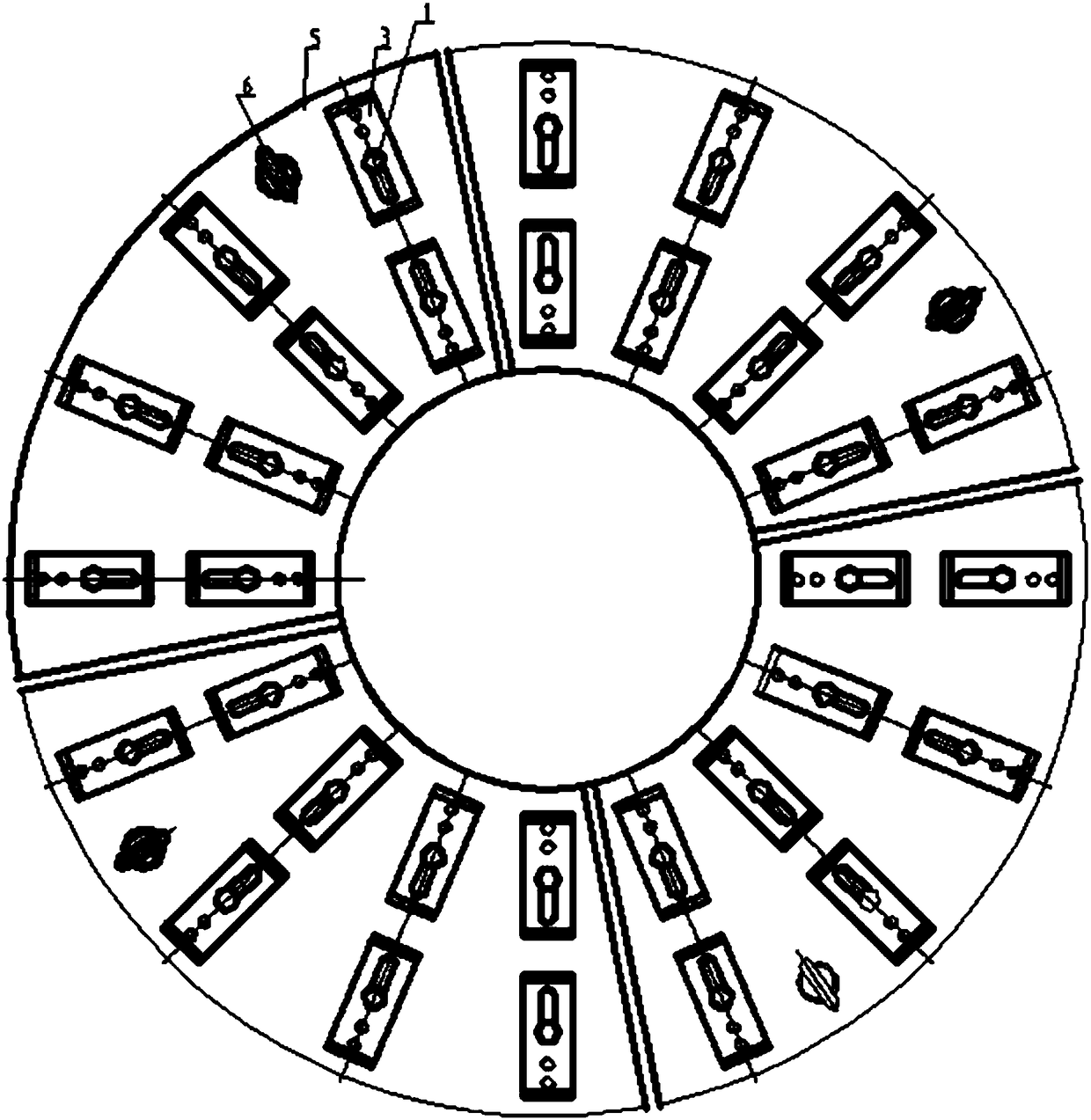
[0030] In the processing of the precision and complex profile thin-walled seals of aero-engines, because the part is a thin part that cannot be ground and processed, the present invention uses a machine tool to simulate the tool path to check whether the fixture and the part interfere, according to the programmed The CNC machining program, the selected lathe fixture, and the cutting parameters are carried out item by item according to the processing steps:
[0031] Firstly, clamp the fixture on the workbench of the machine tool, align the fixture, put the part blank into the fixture base and align the part. Adjust the position and extension of the inner pressure plate to ensure that the leakage length of the part is ≥ 1 / 2 the width of the entire part. Use a set of pressure plates on the inner side to press the part, and machine the outer profile of the first side of the part, that is, 1 / 2 part of the outer side of the first side Molding surface; then use a set of outside pressing...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com