Production method with low energy consumption, 24 passes and high efficiency for hot rolling of phi-8 coiled reinforced bar
A production method and technology with low energy consumption, applied in metal rolling and other directions, can solve problems such as excessive consumption of rolls, low output and yield of rolling mills, and reduce the number of roll changes, so as to reduce spare parts consumption and production energy consumption, The effect of improving production efficiency and reducing the number of roll changes
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
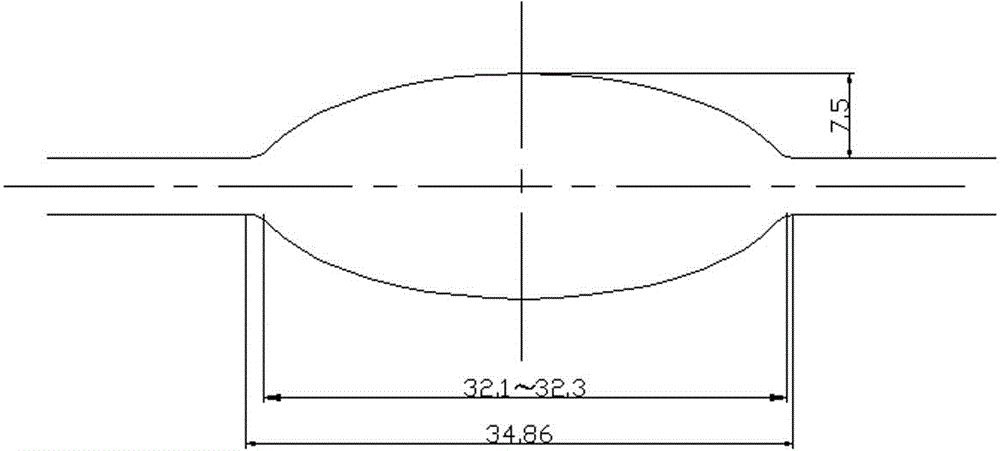
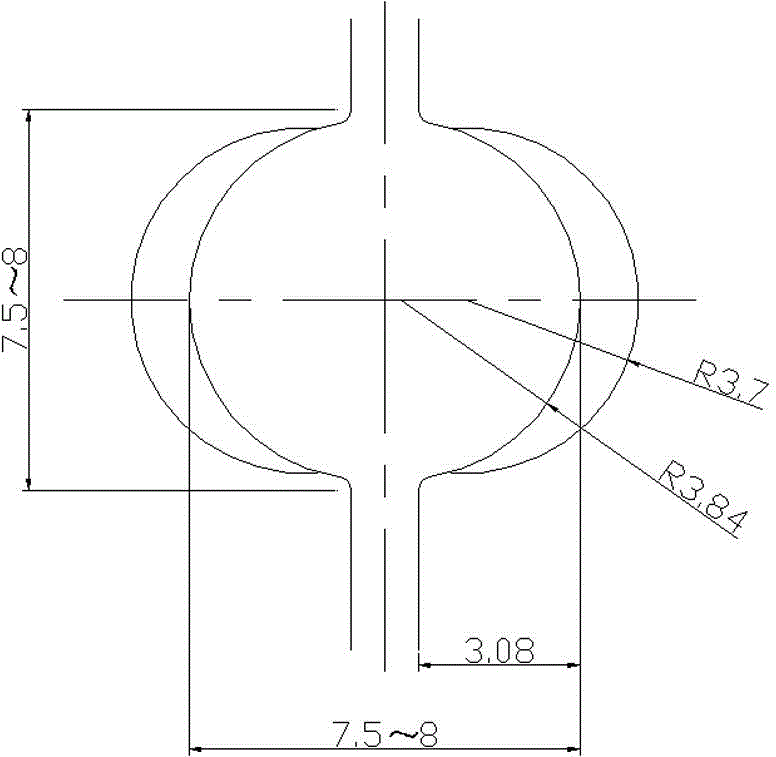
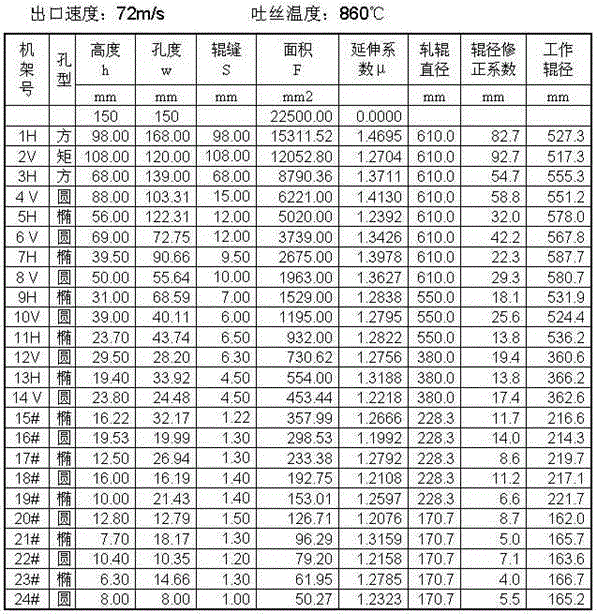
[0018] Rough rolling unit (4 stands of 550 rolling mill), 1# flying shear, middle rolling unit (6 stands of 450 rolling mill), 2# flying shear, bar finishing mill (4 stands of 350 rolling mill), bar water cooling device, high-speed line Cutting flying shears, crushing shears, side loopers, and finishing rolling units (10 high-speed wire rod mills) constitute a high-speed wire rolling mill with 24 stands. The rolling mill of the high-line production line of the frame is rolled into an 8mm coil screw. The process parameters of each pass are shown in Table 1.
[0019] 1. According to the cross-sectional area S of the φ8mm coiled screw 0 50.27mm 2 , the billet area S is 22500 mm 2 , calculated from the total elongation coefficient formula μ=S / S 0 , get the total elongation factor mu is 447.58, and the rolling pass is 24 passes, according to the formula , the average elongation coefficient is obtained as It is 1.2896, and the elongation rate of each pass is allocated a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| area | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com