Injection molding machine hydraulic oil circulation type fixed template casting process
A casting process and a fixed formwork technology, which is applied in the field of the hydraulic oil internal circulation fixed formwork casting process of an injection molding machine, can solve the problems of poor surface quality of the hydraulic oil internal circulation fixed formwork, poor cleanliness of the inner wall of a pre-embedded steel pipe, and many porosity defects. , to achieve the effect of improving the finish, increasing the density, and improving the casting qualification rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
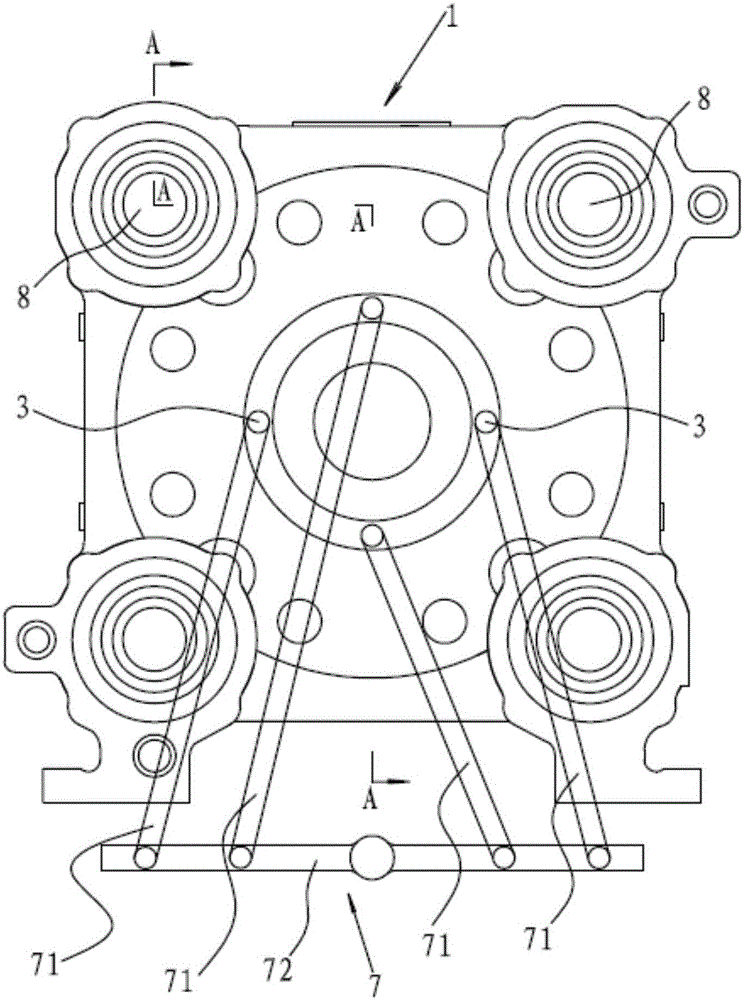
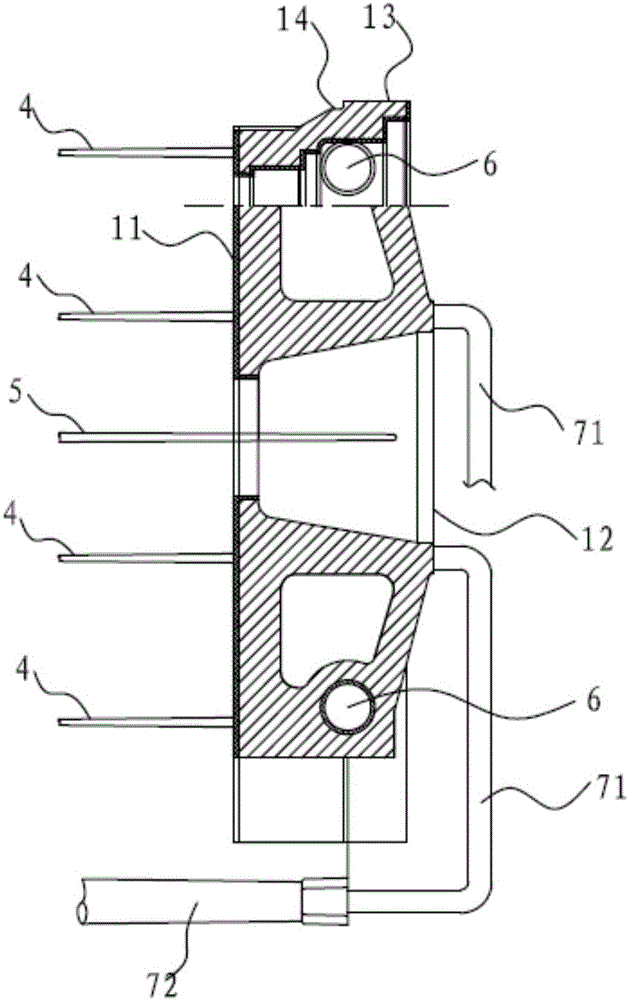
[0021] refer to figure 1 and figure 2 . The injection molding machine hydraulic oil internal circulation fixed template casting process of the present invention comprises the following steps:
[0022] a. Make the mold of the fixed formwork 1, adopt three-box shape, the three-box shape includes the upper box, the middle box and the lower box, the parting surface of the upper box and the middle box is located on the mold installation surface 11 of the fixed template, the lower box and the middle box The parting surface is located at the junction of the first side 13 and the second side 14 of the fixed template 1;
[0023] b. Pre-embed steel pipes in the upper and middle boxes, and the steel pipes correspond to the hydraulic oil passage 6 in the fixed formwork 1;
[0024] c. Set the position of the gate 3 on the lower box of step b. There are four gates 3, and they are evenly distributed around the center of the bottom surface 12 of the fixed formwork 1. The distance between ...
Embodiment 2
[0033] The injection molding machine hydraulic oil internal circulation type fixed template casting process in this embodiment is basically the same as the casting process in Example 1, the difference is that in the pouring molding process, the pouring temperature is 1350°C, the pouring time is 33s, and the pouring time is 60s. The effect achieved by this embodiment is the same as that achieved by Embodiment 1.
Embodiment 3
[0035] The injection molding machine hydraulic oil internal circulation fixed template casting process of this embodiment is basically the same as the casting process of Example 1, the difference is that in the pouring molding process, the pouring temperature is 1335°C, the pouring time is 36s, and the pouring time is 55s. The effect achieved by this embodiment is the same as that achieved by Embodiment 1.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com