Roll bending compensation method for wide and thick metal plates straightening machine
A metal plate and compensation method technology, which is applied in the field of roll gap shape control of multi-roll straightening of wide and thick metal plates, can solve problems such as long calculation time, no dynamic compensation for actual roll gap changes, and affecting the straightening effect of steel plates, etc., to achieve Improve the effect of straightening effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
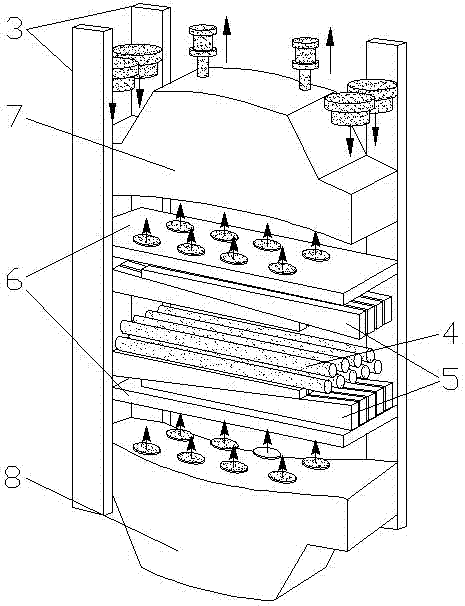
[0030] After the metal plate bears the straightening force on the straightening machine, the straightening machine is bound to be deformed, and this deformation is called the deflection of the straightening machine. like figure 2 As shown, when the frame 3 is not considered, the structure of the straightening machine can be divided into upper and lower parts, and the parts bearing the straightening force include the roll system 4 composed of the working roll and the back-up roll, the wedge device 5, and the pressure frame 6 , Upper beam 7 and lower beam 8. Considering the specific functional requirements and structural forms of each part, in this system, the upper beam 7 and the lower beam 8 are the final parts that bear the straightening force. Since their rigidity is much greater than that of other parts, the main components of the roll gap deflection are the upper beam 7 and the lower beam 8. The deflection of the lower beam 8.
[0031] A bending roll compensation method...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com