Looking for breakthrough ideas for innovation challenges? Try Patsnap Eureka!
Hot-rolled coiler pinch roll controlling method
What is Al technical title?
Al technical title is built by PatSnap Al team. It summarizes the technical point description of the patent document.
A control method and technology of pinch rollers, applied in the field of control of pinch rollers
Active Publication Date: 2012-07-18
BAOSHAN IRON & STEEL CO LTD
View PDF5 Cites 32 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
[0031] The technical problem to be solved by the present invention is to provide a method for controlling the pressure of the pinch rolls of a hot rolling coiler, which can avoid poor coil shape quality, There are many defects on the surface of the steel plate and the wear of the pinch roller is large, so as to save production costs and improve production quality
Method used
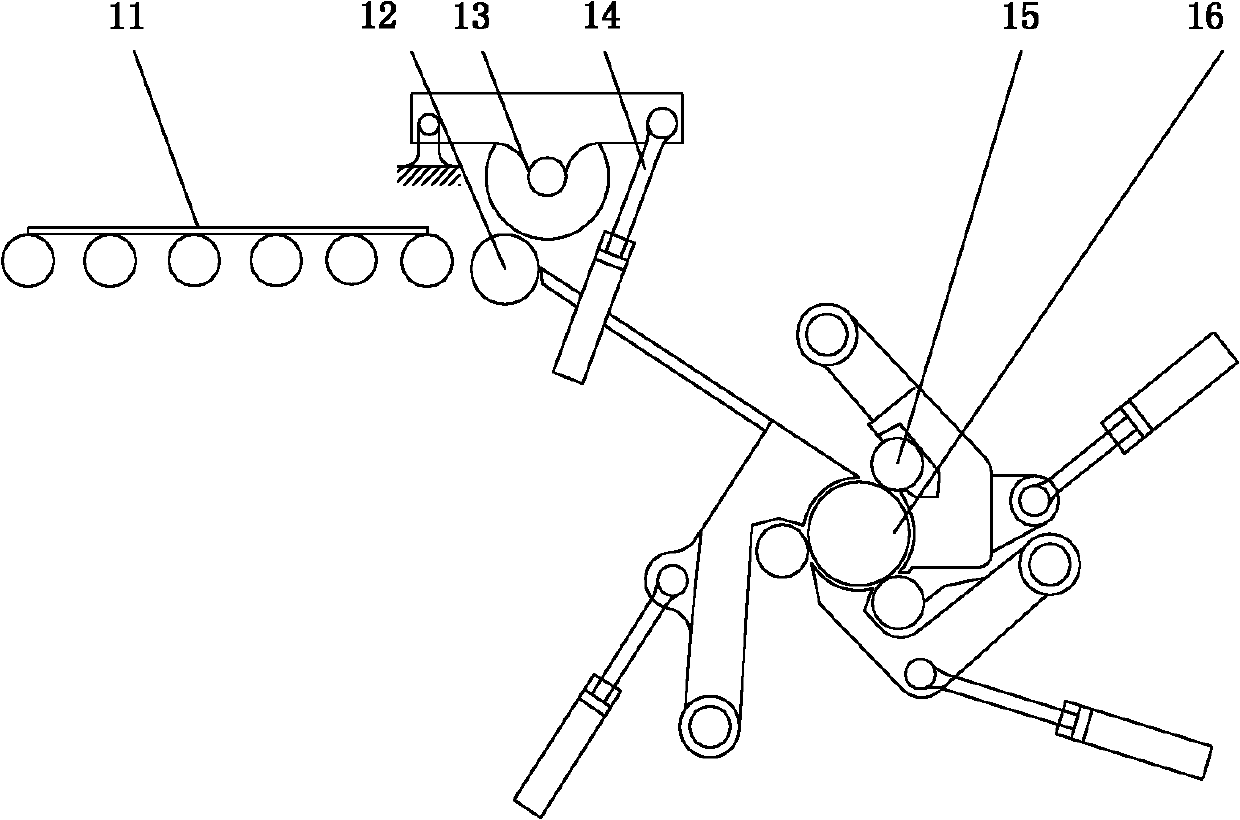
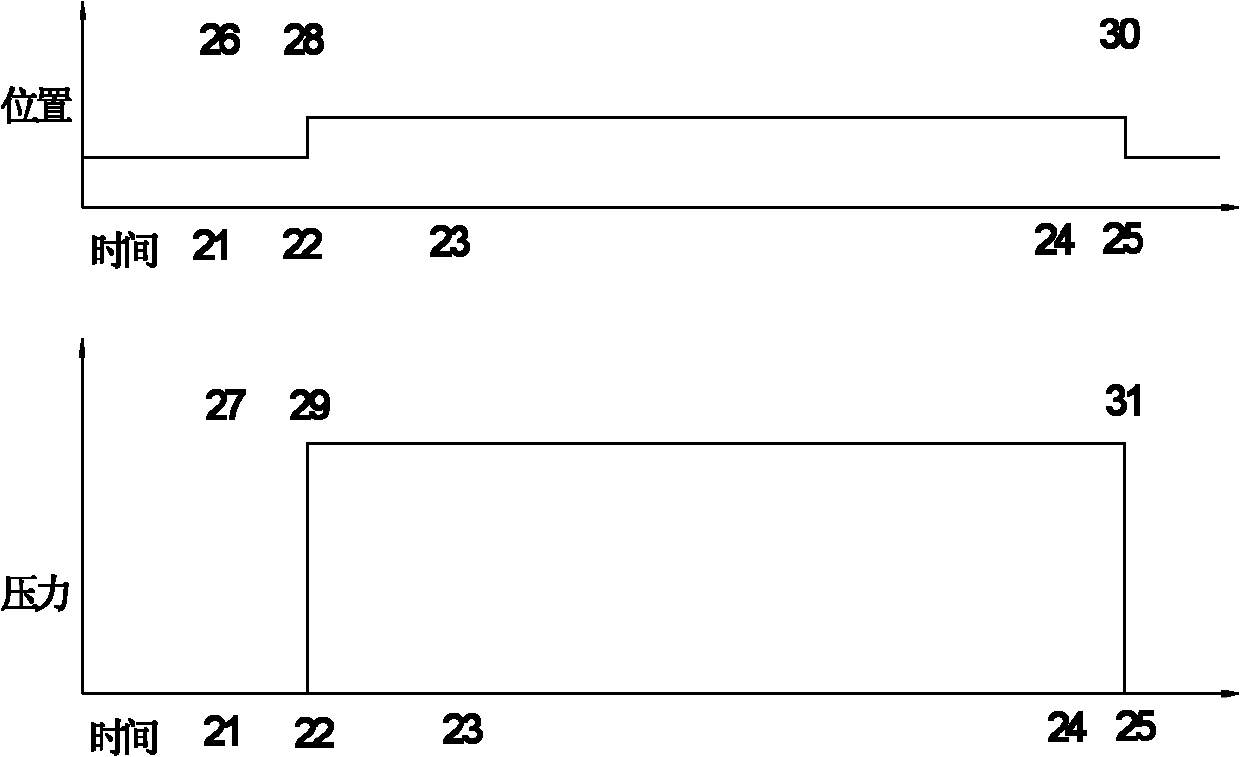
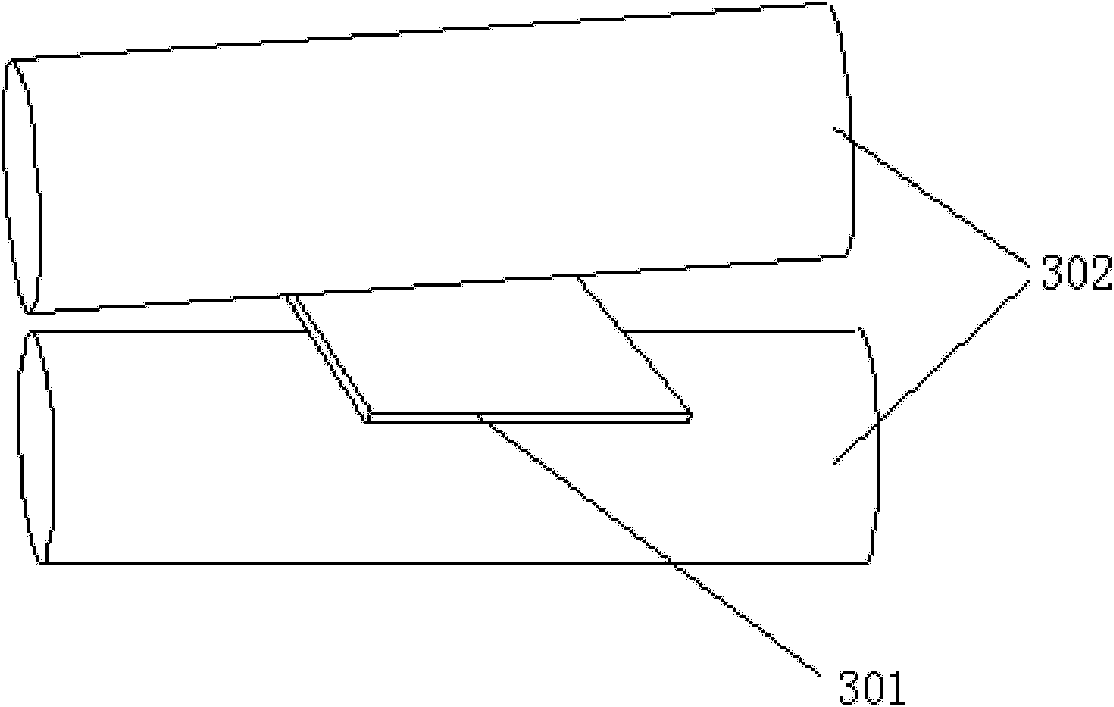
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0100] Taking the strip steel of steel type SPHC, thickness 3.75mm, width 1500mm, and thermal yield strength 180 as an example, this technology mainly operates according to the following steps:
[0101] The first step: position control stage before biting steel
[0102] Use formula 1 to calculate the position (roll gap) setting value of the pinch roll before biting the steel.
[0103] GAP PR 1 = h-h*10% (1)
[0104] =3.75-3.75*10%
[0105] =3.45[mm]
[0106] in
[0107] GAP PR 1 Set roll gap for pinch rolls before biting [mm]
[0108] h is strip thickness [mm]
[0109] When h*10%≥0.3, take 0.3
[0110] The second step: high pressure control stage when biting steel
[0155] Taking strip steel of steel type BS700MC, thickness 3.75mm, width 1500mm, and thermal yield strength 310 as an example, this technology mainly operates according to the following steps:
[0156] The first step: position control stage before biting steel
[0157] Use formula 1 to calculate the position (roll gap) setting value of the pinch roll before biting the steel.
[0158] GAP PR 1 = h-h*10% (1)
[0159] =3.75-3.75*10%
[0160] =3.45[mm]
[0161] in
[0162] GAP PR 1 Set roll gap for pinch rolls before biting [mm]
[0163] h is strip thickness [mm]
[0164] When h*10%≥0.3, take 0.3
[0165] The second step: high pressure control stage when biting steel
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
The invention relates to a hot-rolled coiler pinch roll controlling method. A pinch roll adopts position control or pressure control. The hot-rolled coiler pinch roll controlling method comprises the following steps that: step 1: before strip steel is gripped, the pinch roll adopts the position control; step 2: at the moment when a head part of the strip steel is gripped, the pinch roll adopts the pressure control; step 3: after the strip steel is wound on a wound roll and tension is formed, the pinch roll adopts the position control or the pressure control; and step 4: after the strip steel is tailed-out by a finishing front stander, the pinch roll adopts the pressure control. Due to adoption of the method, on the premise of the present precision control of roll-gap deviation at two sides of the pinch roll, the coiling quality of the tail part of a thin sheet can be improved, coiling flaws such as creasing, edge damage and surplus edge on the tail part of a steel coil can be reduced, damage on the surface of the pinch roll caused by the rolling cracking of the tail part of the strip steel can also be effectively reduced, the indentation flaw of the pinch roll can be reduced, and the high-strength steel wave-shaped flaw caused by the abrasion of the pinch roll can be improved.
Description
technical field [0001] The invention relates to a control method, in particular to a control method of a pinch roll, especially a control method of a pinch roll applied to a coiler for hot rolling. Background technique [0002] Coilers are used in many industries. Coilers are mechanical devices that roll products into rolls. In terms of complexity, coilers for steel plates in the metallurgical industry are typical. Coiler drive is from electricity, fluid, etc. The coiler generally consists of the core equipment reel (reel), auxiliary coiling equipment (auxiliary forming equipment) and so on. In the product coiling process, the product is mainly formed on the reel, and the reel is generally driven by a motor, and the auxiliary coiling equipment is generally driven by fluid to help roll smoothly. [0003] Coilers are mainly used for coiling long rolled products into coils or coils. In a modern cold-rolled strip workshop, the coiler is also widely used in shearing, pickling...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.

 Login to View More
Login to View More  Login to View More
Login to View More