Welding gun for coupling active TIG welding of gas weld pool
A technology of gas and molten pool, applied in the direction of electrode characteristics, welding equipment, arc welding equipment, etc., can solve the problems of low production efficiency, increased cost, high welding cost, etc., and achieve the effect of convenient operation, convenient replacement, simple and compact structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
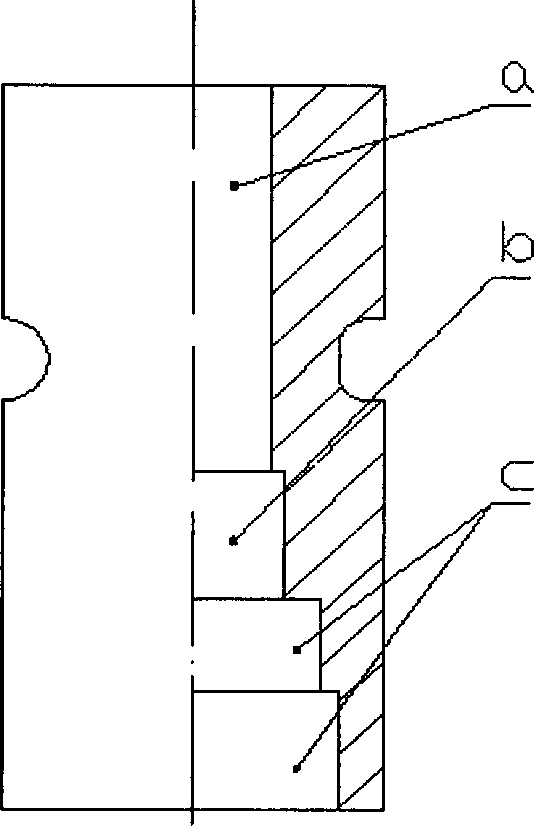
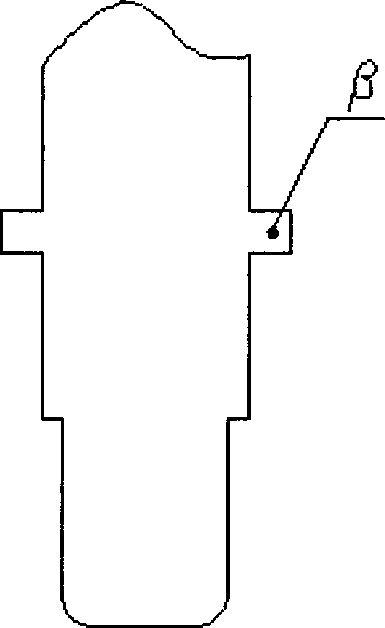
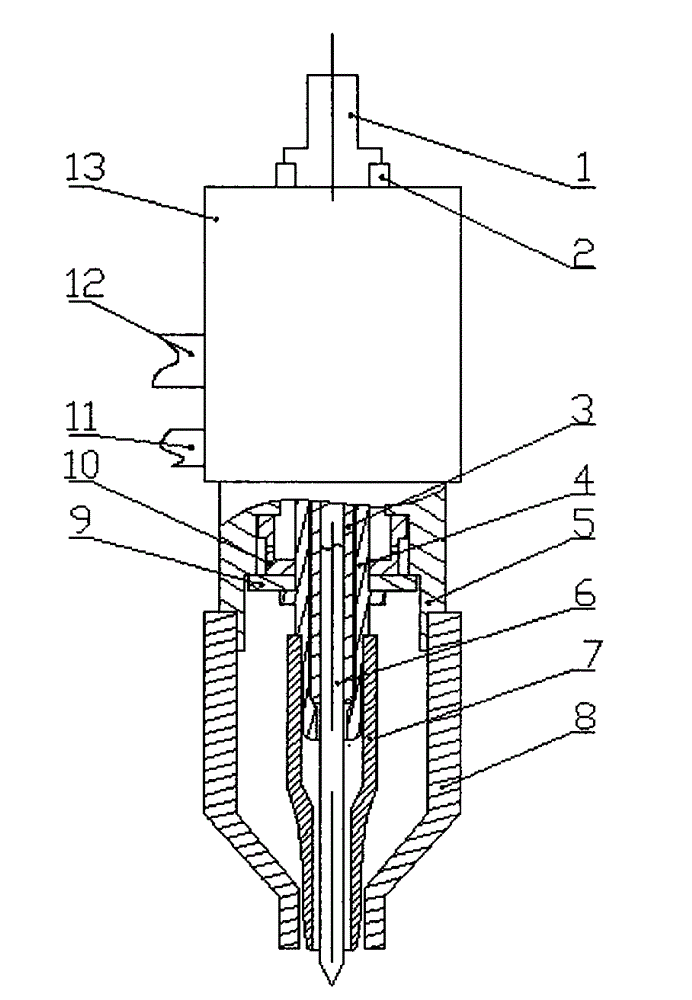
[0015] Such as figure 1 , figure 2 , image 3 As shown, the welding torch for gas molten pool coupling active TIG welding of the present invention has a torch body 5, a conductive tip accommodating chamber a is arranged in the center of its upper part, and a gas chamber b for introducing outer layer gas is arranged in the lower part; the conductive tip 4 is installed in the accommodating chamber a of the conductive tip, and a tungsten pole chuck 3 is installed inside, and a boss β is arranged on the outside, the outer wall of the screw sleeve 1 is connected with the inner wall of the conductive tip 4, and the tungsten electrode 6 is tightened, The upper part of the screw sleeve 1 is connected to the inner gas inlet pipe; the gasket 2 is set on the lower part of the screw sleeve 1 to prevent the contact tip from moving up and down in the gun body; the tungsten electrode chuck 3 is installed inside the contact tip 4; the tungsten electrode 6 is fixed on the tungsten electrode ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com