


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Method for producing rotor
A manufacturing method and rotor technology, which are used in rotary piston/swing piston pump components, rotary piston pumps, rotary piston machines, etc. Defect and high problems, to achieve the effect of high production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 2 approach
[0188] Figures 21 to 26 The figure which shows the rotor material (1) obtained by the forging process of 2nd Embodiment of this invention. As shown in the above figure, in the second embodiment, the rotor blank (1) is composed of the rotor part (2) and the rest parts (5), (6), and the rotor part (2) does not include the rest part (5). ), (6).
[0189] The remaining material parts (5), (6) are provided so as to protrude from the one end surface (2a) of the rotor part (2) to the one end side.
[0190] In addition, in the rotor blank (1) of this embodiment, the one end surface (3a) of the central hole (3) does not reach the inside of the remaining material part (5), and the one end surface (3a) is arranged at a lower position than the one end surface (3a) of the rotor part (2). 2a) More medial.
[0191] In addition, the one end surface (4a) of the vane groove (4) also does not reach the inside of the residual material part (6), and the one end surface (4a) is arranged on the ...
Embodiment 1
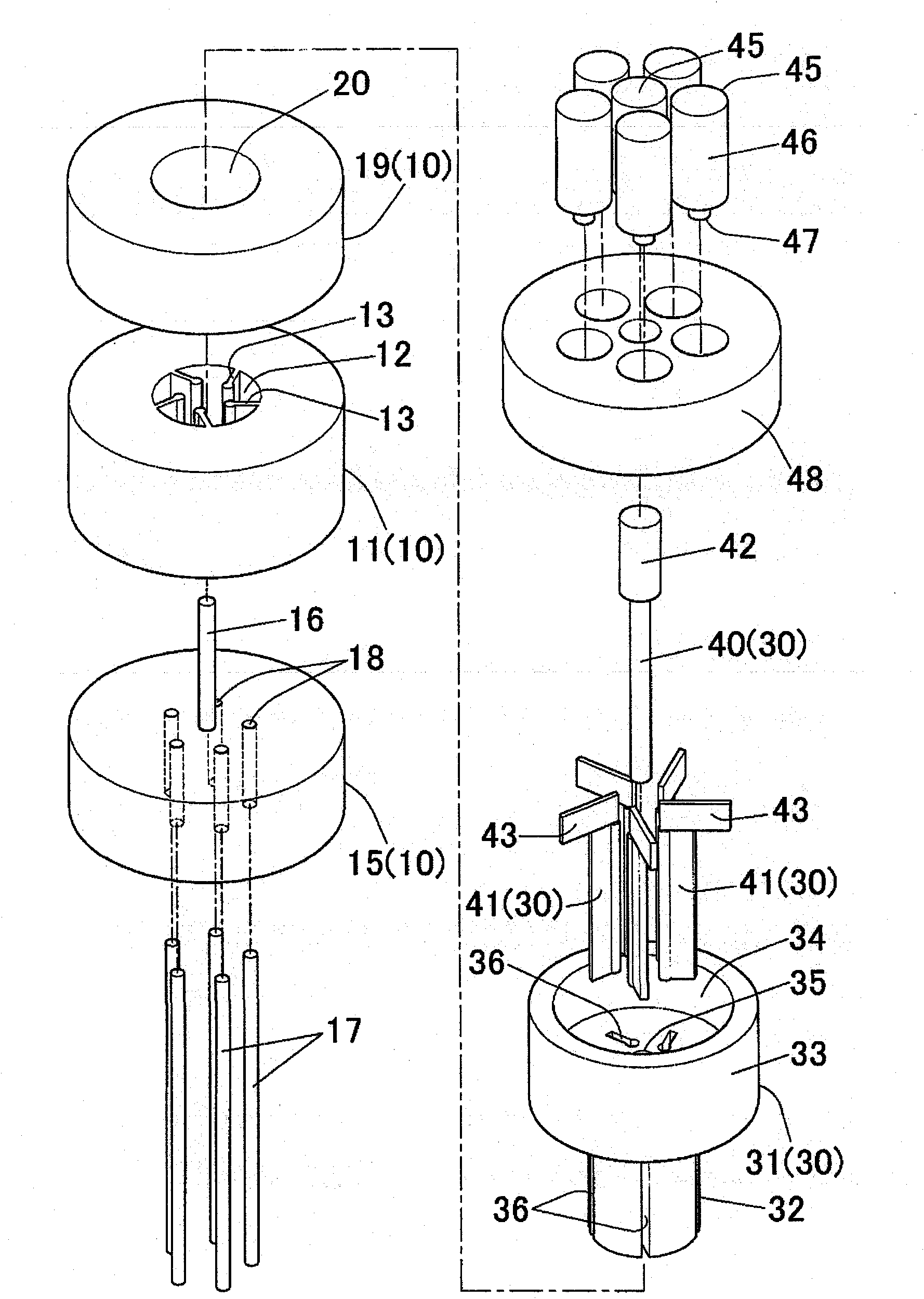
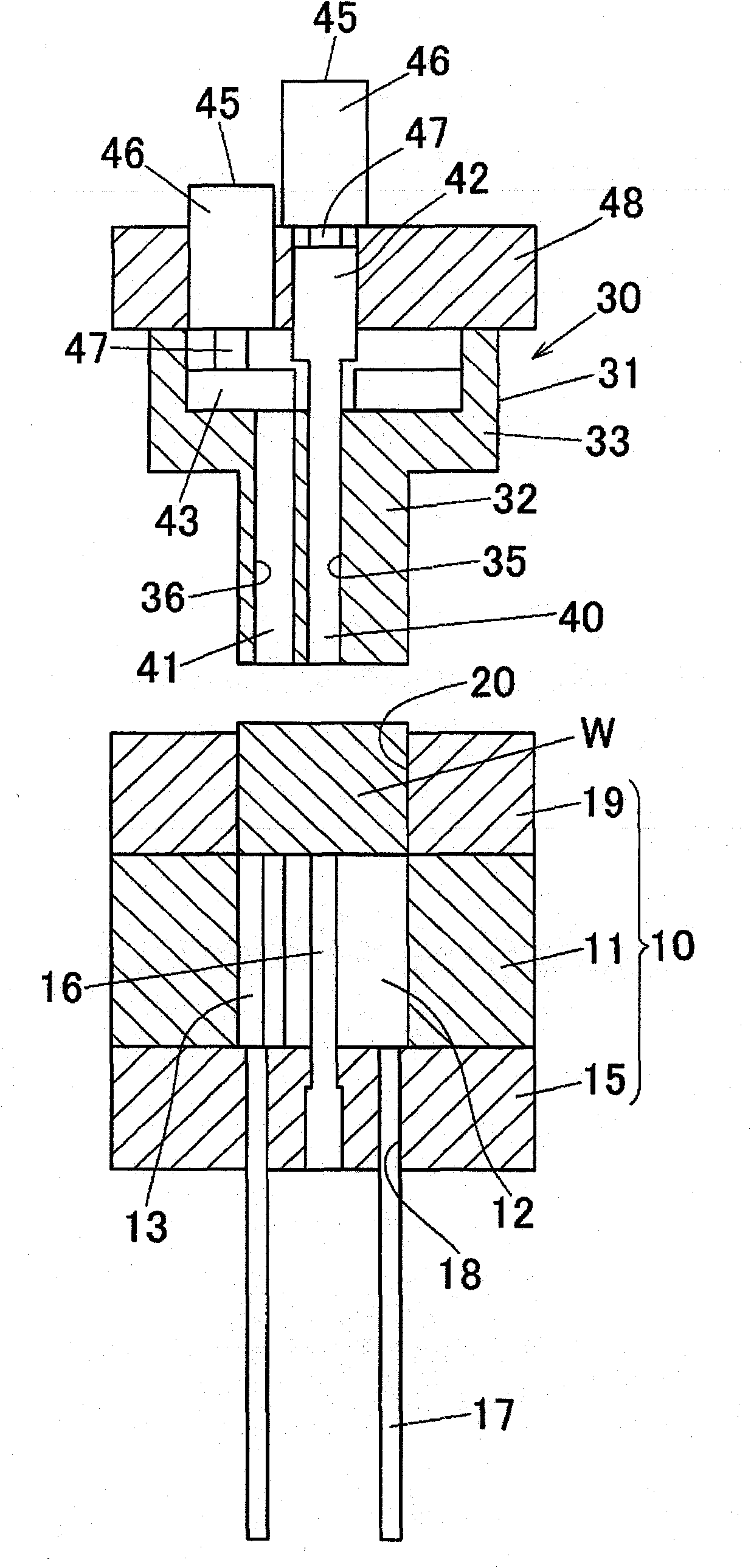
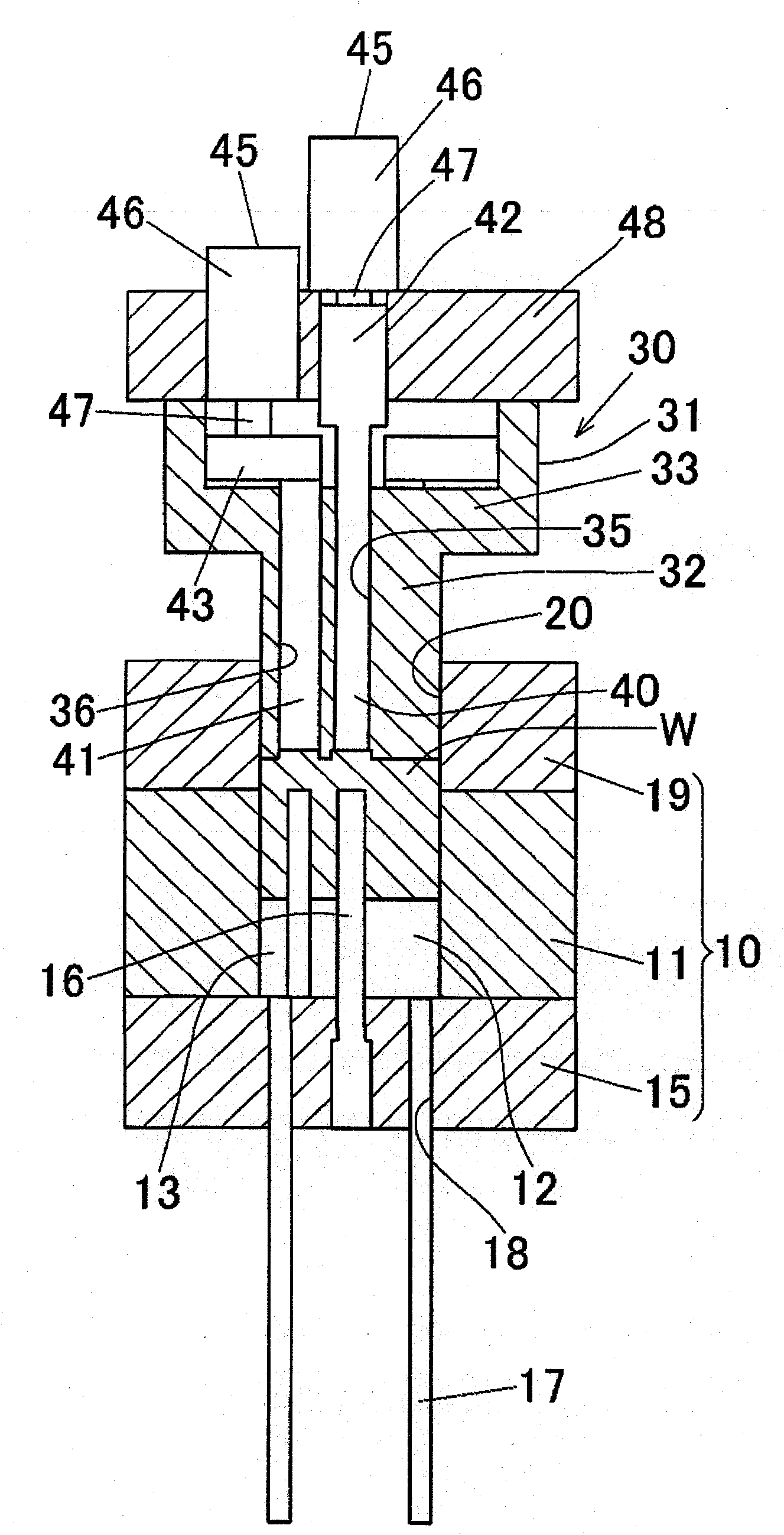
[0219] use figure 1 Forged with the forging die (10), (30) shown in Fig. 2 image 3 Indicated rotor blank (1). The above-mentioned rotor blank (1) is used to manufacture Figure 4 The material of the aluminum alloy rotor (R) shown.
[0220] In the above rotor (R), the outer diameter is 52mm, the height is 50mm, the diameter of the center hole (3) is 10mm, the number of blade grooves (4) is 5, the groove width is 3mm, the groove depth is 15mm, the offset dimension (U) is 10mm. In addition, A390 was used as the material alloy.
[0221] In addition, as shown in the following Table 1, in the above-mentioned forging die, the gap (D5) between the center pin (16) of the lower die (10) and the circular hole (35) of the upper die (30) is set to 0.1mm, The gap ( D6 ) between the blade portion ( 13 ) of the lower mold ( 10 ) and the flat hole ( 36 ) of the upper mold ( 30 ) was also set to 0.1 mm in the same manner as above.
[0222] In addition, the distance (breaking length D3) b...
Embodiment 2
[0232] As shown in Table 1, except that the breaking lengths (D3) and (D4) of the remaining parts (5) and (6) were set to "0", the rotor (R) was produced in the same manner as in Example 1 above. .
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| porosity | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com