


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Passage block and manufacturing method thereof
a technology of passage block and manufacturing method, which is applied in the direction of valve housing, soldering apparatus, manufacturing tools, etc., can solve the problems of reducing the cooling efficiency of the process, baking or other defects, and the hole deeper than a predetermined depth is difficult to form, so as to facilitate the position of the gask
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
first embodiment
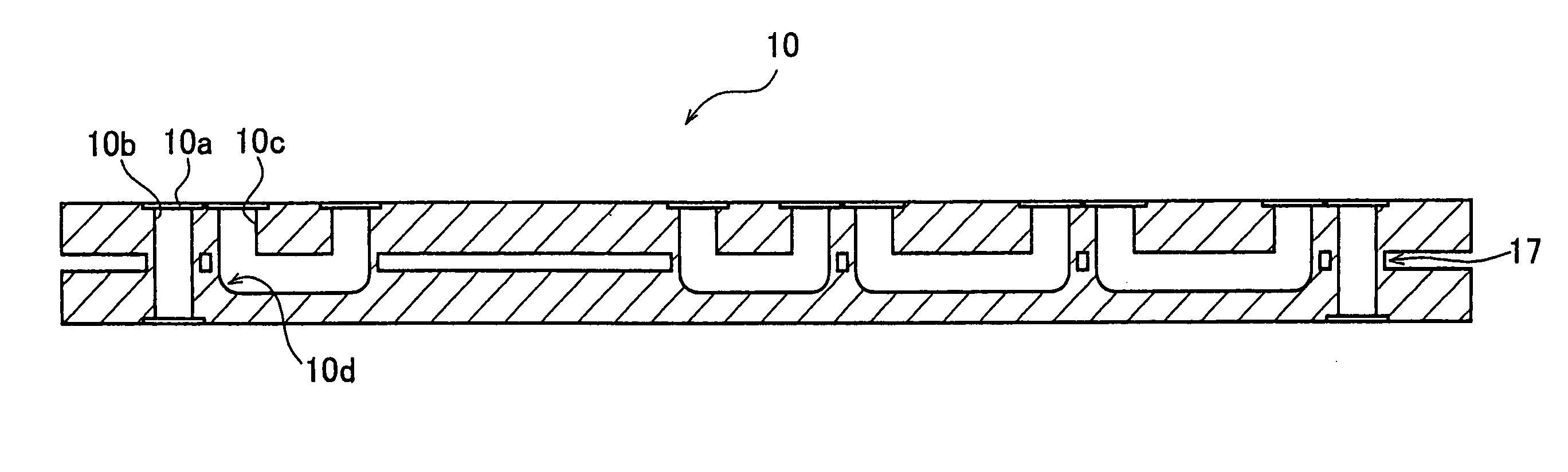
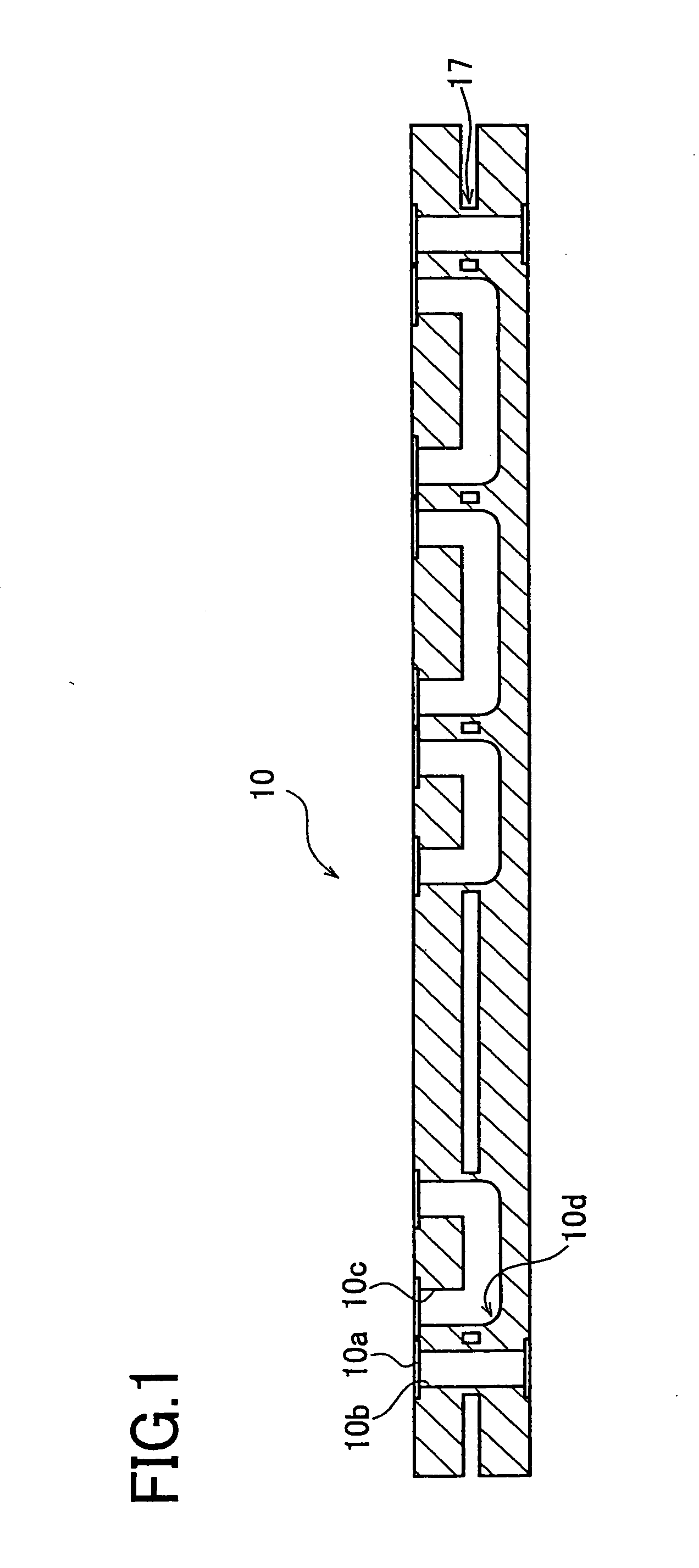
[0076]A configuration of a first embodiment of the present invention is first explained below. FIG. 1 is a sectional view of a passage block of the first embodiment.
[0077]A passage block 10 is usable in a gas integrated unit for use in a semiconductor manufacturing step. On its top surface, fluid control devices not shown for control of gas or the like are mountable and usable in the gas integrated unit.
[0078]The passage block 10 is provided with a plurality of counter bores 10a for gasket, straight passages 10b, and U-shaped passages 10c. Each counter bore 10a holds a gasket not shown through which a fluid control device is to be mounted on the passage block 10. The passage block 10 includes an upper part and a lower part which are diffusion-bonded by a passage-end contact section 17 that joins them as shown in FIG. 1.
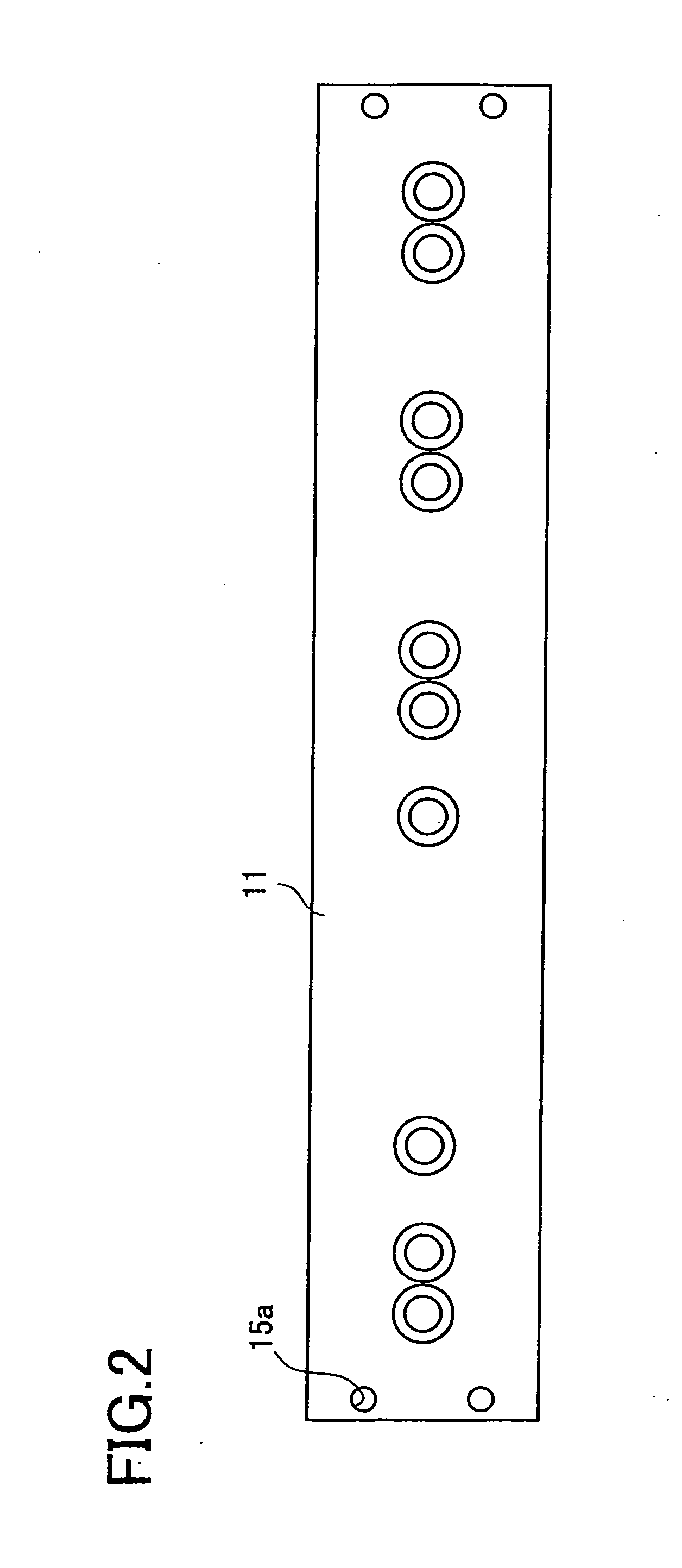
[0079]FIG. 2 is a top view of a first block member 11 constituting the passage block 10 shown in FIG. 1. FIG. 3 is a sectional view of the first block member 11. FIG....
second embodiment
[0117]A second embodiment is similar in structure to the first embodiment excepting a coupling structure of the first and second block members 11 and 12. The following explanation is made with a focus on the differences. Similar components to those in the first embodiment are given the same reference codes.
[0118]FIG. 12 is an exploded perspective partial view of the first and second block members 11 and 12 to be assembled to constitute the passage block 10 in the second embodiment. The lower surface 11b of the first block member 11 is formed with a first coupling protrusion 11e whose end face provides the first passage-end contact portion 17a.
[0119]The upper surface 12a of the second block member 12 is formed with a second coupling protrusion 12e whose end face provides the second passage-end contact portion 17b.
[0120]In the second embodiment, without using the gasket 18 of the first embodiment, the first and second block members 11 and 12 are provided with the first and second co...
third embodiment
[0128]A third embodiment is substantially the same in configuration as the first embodiment excepting the configurations of the first and second coupling-face apertures 11d and 12d. The following explanation is thus made with a focus on the differences.
[0129]FIGS. 13 to 15 are partial sectional views showing a state where displacement occurs when the first-coupling-face aperture 11d and the second-coupling-face aperture 12d are equal in area. Specifically, FIG. 13 shows a state before the first-block lower surface 11b and the second-block upper surface 12a are placed in contact with each other. FIG. 14 shows a state where the lower surface 11b and the upper surface 12a are placed in contact with each other. FIG. 15 shows an enlarged view of part X1 in FIG. 14.
[0130]FIGS. 16 to 18 are views in which the first-coupling-face aperture 11d and the second-coupling-face aperture 12d are bonded in the third embodiment. Specifically, FIG. 16 shows a state before the first-block lower surface...
PUM
| Property | Measurement | Unit |
|---|---|---|
| time | aaaaa | aaaaa |
| corrosion-resistant | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com